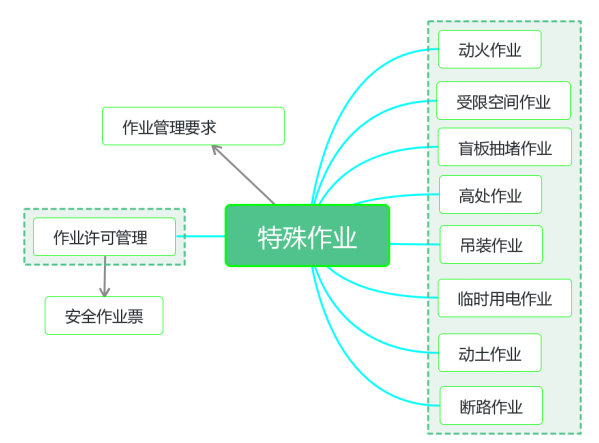
特殊作业环节安全技术属于第二章第五节的内容,基本上是每年都无处可逃的高频考点,主要是在案例中进行考察,主要有:动火作业、受限空间作业、高处作业、吊装作业、临时用电、动土作业、盲板抽堵作业、断路作业,本期先跟大家介绍动火作业。
1、动火作业定义
动火作业定义为:直接或间接产生明火的工艺设备以外的禁火区内可能产生火焰、火花或炽热表面的非常规作业,如使用电焊、气焊(割)喷灯、电钻、砂轮、喷砂机等进行的作业。
2、动火作业安全防护措施
作业前:
1)工艺处置及采样分析
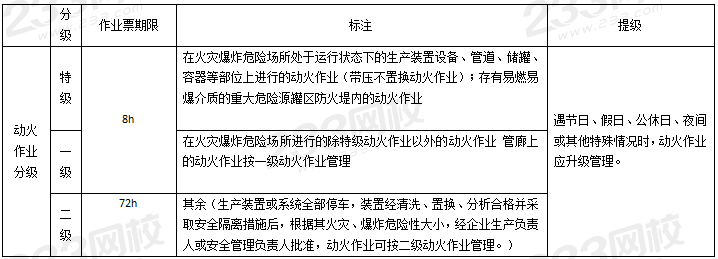
凡在盛有或盛装过助燃或易燃易爆危险化学品的设备、管道等生产、储存设施及《危险化学品企业特殊作业安全规范》(GB 30871)规定的火灾爆炸危险场所中生产设备上的动火作业,应将上述设备设施与生产系统彻底断开或隔离,进行设备、管道内部气体分析,不应以水封或仅关闭阀门代替盲板作为隔断措施。
经彻底吹扫、清洗、置换后,打开人孔,通风换气;打开人孔时,应自上而下依次打开,并经分析合格后方可动火。
动火点周围或其下方如有可燃物、电缆桥架、孔洞、窨井、地沟、水封设施、污水井等,应检查分析并采取清理或封盖等措施;对于动火点周围15m范围内有可能泄漏易燃、可燃物料的设备设施,应采取隔离措施。
动火作业前应进行气体分析,要求如下:
气体分析的检测点要有代表性,在较大的设备内动火,应对上、中、下(左、中、右)各部位进行检测分析。
在管道、储罐、塔器等设备外壁上动火,应在动火点10m 范围内进行气体分析,同时还应检测设备内气体含量;在设备及管道外环境动火,应在动火点10m范围内进行气体分析。
气体分析取样时间与动火作业开始时间间隔不应超过30 min。
特级、一级动火作业中断时间超过 30 min,二级动火作业中断时间超过60 min,应重新进行气体分析;每日动火前均应进行气体分析;特级动火作业期间应连续进行监测。
①氧气含量为19.5%-21%,在富养环境下,不应大于23.5%
②可燃气体或蒸汽的浓度:
不大于0.2%(爆炸下限<4%)
不大于0.5%(爆炸下限≥4%)
③有毒气体的浓度符合《工作场所有害因素职业接触限值第一部分化学有害因素》(GBZ2.1)
2)动火环境的检查确认
作业前,要检查确认动火环境是否安全,对动火点周围下水系统存油进行冲洗,下水系统内无存油后要对下水系统进行有效封堵,下水井及地漏系统用不少于两层的石棉布覆盖,并用不少于5cm厚的细土封堵,或用水泥抹死,无存油的地沟要灌满水。动火前应清除现场一切可燃物,并准备好消防器材。
3)作业许可证的办理
4)现场检查安全措施交底
动火作业前,基层单位必须向施工单位进行现场检查交底,基层单位有关专业技术人员会同施工单位作业负责人及有关专业技术人员、监护人,对需动火作业的设备设施进行现场检查,对动火作业内容、可能存在的风险及施工作业环境进行安全措施交底。
施工单位作业负责人应向施工作业人员进行作业程序和安全措施交底并指派作业监护人。
2.作业过程中的安全防护措施
1)对作业监护人的要求
佩戴明显标志,不得离开,制止停止
2)对作业人员的要求
证、防护、操作规程
3)动火作业过程中的管理要求
(1)动火期间,距动火点30m内严禁排放各类可燃气体,15m内严禁排放各类可燃液体。在动火点10m范围内、动火点上方及下方不应同时进行可燃溶剂清洗或喷漆作业。在动火点10m范围内不应进行可燃性粉尘清扫作业。
(5)遇五级风以上(含五级风)天气,禁止露天动火作业;因生产确需动火,动火作业应升级管理。
(6)特级动火作业应采集全过程作业影像,且作业现场使用的摄录设备应为防爆型。
3.作业结束后的安全防护措施
动火作业结束后,动火人收好工具,与监护人以及参与动火作业的人员一起检查和清理现场,施工余料运走,用电设备拉闸、上锁,卸下氧气瓶、乙块瓶上的阀门、胶管等,气瓶存放到气瓶库中;检查确认现场无残留火种后方可离开现场。 监护人确认现场满足安全条件后,在“动火作业许可证”的“ 完工验收”栏中签字。如果第二天继续施工,施工余料或机具可暂放在现场,但要摆放整齐,不得占用消防道,不得放在巡检通道、过桥台阶上等影响正常操作或者应急救援的位置。
焊接和切割作业安全
焊接和切割作业是动火作业中最为常见的动火形式,是一种明火高温作业,气焊、气割的火焰温度达3300℃,电焊更高达4200℃,火星和熔渣能飞溅到5m以外。气焊、气割用的乙炔是易燃易爆物质,爆炸极限又特别宽,只要空气中有2.5%的乙炔遇到明火就会产生爆炸。气焊、气割用的氧气瓶、乙炔瓶均属压力容器,盛装的又是易燃易爆物质,危险性就更大。
电焊作业安全
GB6441-火灾、触电、灼烫、中毒和窒息(受限空间内动火、通风条件差的环境长期工作)
GB13861-电伤害、高温物质、毒性物质、非电离辐射(弧光中的紫外线和红外线,会引起眼睛和皮肤疾病)
安全措施:
(1)作业前先检查设备和工具,重点是设备的接地或接零、线路的连接和绝缘性能等。
(2)焊工施焊应穿绝缘胶鞋,戴绝缘手套;在金属容器设备内、地沟里或潮湿环境作业,应采用绝缘衬垫以保证焊工与焊件绝缘;焊工的手和身体的其他部位不应随便接触二次回路的导体(如焊钳口、焊条、工作台等),使用照明行灯的电压不应超过12 V,严禁露天冒雨从事电焊作业。
(3)焊接和切割操作中,应注意防止由于热传导作用引起的火灾、爆炸,防止电火花和火星点燃可燃易爆物质,工作结束后要仔细检查,确认安全后,方可离开现场。
(4)气体保护焊接都使用压缩气瓶,必须采取防止气瓶爆炸的措施。
(5)电焊设备的安装、接线、修理和检查,须由专业电工进行,焊工不得擅自拆修设备,在办理临时用电手续后,由电工接通电源,焊工不得自行处理;在闭合或拉开电源闸刀时,应戴干燥的绝缘手套,防止触电和保险丝熔断时产生弧光烧伤皮肤。
(6)电焊工不要携带电焊把钳进出设备,带电的把钳应由外面的配合人员递进递出,工作间断时,把钳应放在干燥的木板上或绝缘良好处。
(7)电焊与气焊在同一地点作业时,电焊设备与气焊设备以及把线和气焊胶管,都应该分离开,相互间最好有10m以上的距离。
(8)在高处进行焊接作业时要采取防止火花飞溅的措施,防止落下的火花引发火灾、爆炸事故。
(9)移动电焊机时,要先切断电源;焊接中突然停电时,要切断电源。
(10)电焊机应放置在防雨、干燥和通风良好的地方。
(11)电焊机电源侧应设置漏电保护器,电焊机的金属外壳和正常不带电金属部分应与保护零线作电气连接。
(12)为电焊机配置的开关箱应靠近电焊机布置,便于紧急情况下快速切断电源。
(13)使用电焊机作业时,电焊机与动火点的间距不应超过10m,不能满足要求时应将电焊机作为动火点进行管理。
气焊与气割
气焊所用的可燃气体主要是乙炔气或液化石油气等。 气焊应用的设备主要有氧气瓶、乙炔瓶、液化气罐等,应用的器具包括焊炬、减压器及胶管等。
气焊主要应用于薄钢板、有色金属、铸铁件、刀具、硬质合金等材料,以及磨损、报废零部件的焊接。
气割是利用可燃气体与氧气混合燃烧的预热火焰,将金属加热到燃烧点,在氧气射流中剧烈燃烧而将金属分开的加工方法。 切割所用的可燃气体主要是乙炔和丙烷,气割的实质是金属在高纯度氧中的燃烧,并用氧气吹力将熔渣吹除的过程,而不是金属的熔化过程。
气焊与气割所用的乙炔、液化石油气、氧气等都是易燃易爆气体,氧气瓶、乙炔发生器、乙炔瓶和液化石油气瓶等都属于压力容器,气焊与气割操作中需与危险物品接触,同时又使用明火,易造成火灾和爆炸事故。
气焊气割作业安全措施:
(1)作业前要清除工作场地周围的可燃物和易爆物,防止熔珠、火星和熔渣等飞溅引起火灾和爆炸事故,作业时要防止火星、铁熔珠和熔渣等四处飞溅造成灼烫事故。
(2)在进行气焊与气割作业前应对气瓶系统进行气密性检查,系统有泄漏时不得使用。
(3)乙炔瓶使用时必须垂直放置,应有防倒措施,不得卧放使用,使用时应安装阻火器,乙炔气瓶上的易熔塞朝向无人处。
(4)乙炔减压器与瓶连接必须牢固可靠,严禁在漏气情况下使用;如发现瓶阀、减压器、易熔塞着火时,用干粉灭火器或二氧化碳灭火器扑救,禁用四氯化碳灭火器扑救。
(5)不得使用绳拉等危险方式往高处运送气瓶,也不得采用从楼梯或斜道自由滚落的方式往下运送气瓶。
(6)乙炔瓶用完之前要保留瓶内最低余压,减少瓶内丙酮损失。
(7)氧气瓶阀口处不得沾染油脂。
(8)氧气瓶、乙炔瓶存放于通风良好的专用棚内,不得靠近火源或在烈日下暴晒;冬季如发现瓶阀冻结,严禁用明火烘烤,宜用40℃以下的温水解冻,存放地点悬挂警示标识。 氧气瓶不得与乙炔瓶或易燃气瓶混放。氧气瓶、乙炔瓶应避免同车运输,装卸气瓶时严禁摔、抛、滚动和碰撞,无防护帽、防震圈的气瓶不得搬运或装车。
(9)氧气瓶与乙炔瓶的间距不应小于5m,二者与动火点间距间不应小于10m,并应采取防晒和防倾倒措施;乙炔瓶应安装防回火装置。
(10)气瓶压力表与气阀必须完好,与气瓶连接的胶管必须使用箍件绑扎牢固,破损和严重老化的胶管不得使用,不得使用超期及没有制造和检验钢印的气瓶。
气瓶存放到气瓶库中;检查确认现场无残留火种后方可离开现场。 监护人确认现场满足安全条件后,在 “动火作业许可证” 的 “ 完工验收” 栏中签字。 如果第二天继续施工,施工余料或机具可暂放在现场,但要摆放整齐,不得占用消防道,不得放在巡检通道、过桥台阶上等影响正常操作或者应急救援的位置。
温馨提示:文章由作者233网校-xufen独立创作完成,未经著作权人同意禁止转载。