

2020年二级建造师考试备考已开启,2020年考生需要重点关注哪些方面呢?233网校老师为您详细解读重点难点内容。免费试听胡云老师精讲班课程>>
2H310000 机电工程施工技术
胡云老师简介:
233网校消防工程师,二级建造师独家签约网课老师,国家注册一级建造师,高级工程师,辅导授课深入浅出,理论与实践相结合,讲解清晰透彻,授课幽默轻松,深受学员好评;针对在职人员学习时间紧以及建造师考试偏重于实践的特点,运用图片、归纳、比较等教学方法,突出重点,帮助学员在最短时间理解考纲内容。
2H312030机电工程焊接技术
2H312031焊接工艺的选择与评定
一、焊接工艺的选择
焊接工艺是指制造焊件所有关的加工方法和实施要求,包括焊接准备、材料选用、焊接方法选定、焊接参数、操作要求。
1.焊接准备
(1)焊接性分析
1)钢结构
钢结构工程焊接难度分为A级(易)、B级(一般)、C级(较难)、D级(难),其影响因素包括:板厚、钢材分类、受力状态、钢材碳当量。
2)非合金钢
非合金钢焊接性很好,
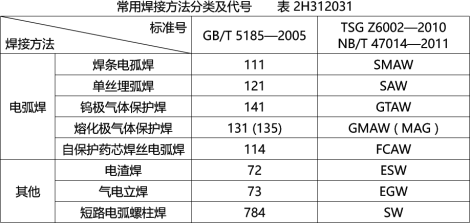
适用于焊条电弧焊、钨极惰性气体保护电弧焊、熔化极气体保护电弧焊、自保护药芯焊丝电弧焊、埋弧焊、气电立焊、螺柱焊和气焊方法。
3. 焊接方法
(1)常用的焊接方法
(2)锅炉
结构允许时应当采用氩弧焊打底。
2)锅炉受压元件不应采用电渣焊。
(3)球罐
球形储罐的焊接方法宜采用焊条电弧焊、药芯焊丝自动焊和半自动焊。
(4)公用管道
燃气用聚乙烯管道(PE),采用热熔焊、电熔焊两种方法。
(5)铝及铝合金容器(管道)
应采用钨极氩弧焊、熔化极氩弧焊、等离子焊。不用焊条电弧焊,一般也不采用气焊。
4. 焊接参数
焊接时,为保证焊接质量而选定的各项参数(例如:焊接电流、焊接电压、焊接速度、焊接线能量等)的总称。
记忆方法:电流、电压、速度、能量
(1)焊接接头
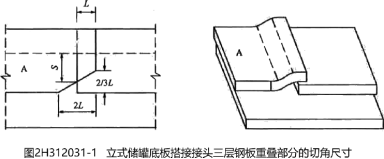
2)焊接接头形式有:对接接头、T形接头、角接接头及搭接接头等。
例如:钢制储罐底板的幅板之间、幅板与边缘板之间、人孔(接管)或支腿补强板与容器壁板(顶板)之间等常用搭接接头连接,如图2H312031-1 所示。
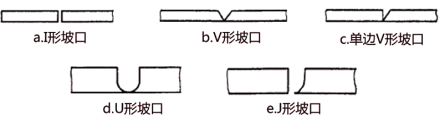
(2)坡口形式
根据坡口的形状,坡口分成I形(不开坡口)、V形、单边V形、U形、双U形、J形等各种坡口形式。
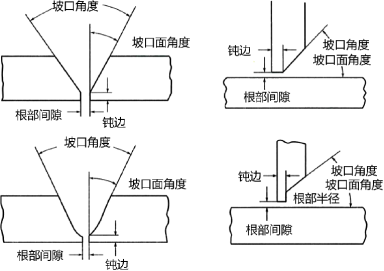
问:两坡口面之间的夹角称为坡口面角度是否正确?
233网校答案:错误
待加工坡口的端面与坡口面之间的夹角称为坡口面角度,两坡口面之间的夹角称为坡口角度
(3)焊缝形式
2)按施焊时焊缝在空间所处位置,分为平焊缝、立焊缝、横焊缝、仰焊缝四种形式。
(5)焊接线能量
决定焊接线能量的主要参数就是焊接速度、焊接电流和电弧电压
(6)预热、后热及焊后热处理
1)20HIC任意壁厚均需要焊前预热和焊后热处理,以防止延迟裂纹的产生。若不能及时热处理,则应在焊后立即后热200 - 350 摄氏度保温缓冷。
20HIC - 抗硫化氢钢
问:项目经理焊后热处理的做法是,焊后立即用200-350℃保温缓冷2H,是否正确?
233网校答案:不正确,缓冷的工艺措施,它不等于焊后热处理
4)为改善焊接接头的焊后组织和性能或消除残余应力而进行的热处理,称为焊后热处理。
例如:非合金钢管道壁厚大于19mm时,应进行焊后消除应力热处理。
5. 操作要求
(2)焊接坡口清理
1)非合金钢压力容器焊接坡口及其附近(焊条电弧焊时,每侧约10mm处;埋弧焊、等离子弧焊、气体保护焊每侧各20mm),应将水、锈、油污、积渣和其他有害杂质清理干净。
2)铝及铝合金焊接坡口及其附近各50mm 处化学方法或机械方法去除表面氧化膜;
应用丙酮等有机榕剂去除油污及对焊接质量有害的物质。
二、焊接工艺评定
(二)焊接工艺评定标准的选用
3. 钢结构
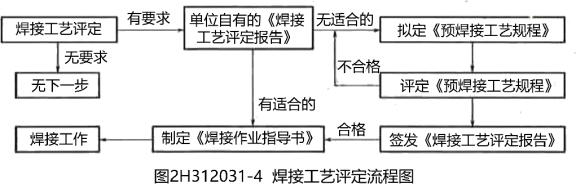
(三)焊接工艺评定步骤流程
本内容来自233网校二级建造师胡云老师《机电工程管理与实务》课程讲义,版权归233网校,禁止转载!

































