2013εΙ¥φâßδΗöηç·εΗàηç·εâ²ε≠ΠγüΞη·Üγ²ΙοΦöε¨ÖηΓΘγö³φ•Ιφ≥ïδΗéη°ΨεΛ΅
ψÄÄψÄÄ (δΗÄ)φΜöηΫ§ε¨ÖηΓΘφ≥ï
ψÄÄψÄÄ ηΩôγßçε¨ÖηΓΘηΩ΅γ®΄φ‰·ε€®ε¨ÖηΓΘιîÖεÜÖε°¨φàêγö³οΦ¨φïÖδΙüγßΑδΗΚιîÖε¨ÖηΓΘφ≥ïοΦ¨ε°Éφ‰·δΗÄγßçγΜèεÖΗηĨεèàεΗΗγî®γö³ε¨ÖηΓΘφ•Ιφ≥ïοΦ¨εÖΕδΗ≠ε¨Öφ΄§φô°ιÄöιîÖε¨ÖηΓΘφ≥ï(φô°ιÄöφΜöηΫ§ε¨ÖηΓΘφ≥ï)壨φîΙηΩ¦γö³εü΄γ°Γε¨ÖηΓΘφ≥ïεèäιΪ‰φïàε¨ÖηΓΘιîÖφ≥ïψIJ
ψÄÄψÄÄ φô°ιÄöιîÖε¨ÖηΓΘφ≥ïγö³φ€Κεô®η°ΨεΛ΅εΛ•εΫΔηß¹ε¦Ψ3-6οΦ¨εÖΕδΗΜηΠ¹φû³ιĆε¨Öφ΄§ηé≤癧εΫΔφà•ηçΗηç†εΫΔγö³ε¨ÖηΓΘιîÖψĹεä®εä¦ιÉ®εàÜ壨εä†γÉ≠ιΦ™ιΘéεèäεêΗγ≤âηΘÖγΫ°γ≠âδΗâεΛßιÉ®εàÜψIJε¨ÖηΓΘιîÖγö³δΗ≠ηΫ¥δΗéφΑ¥εΙ≥ιùΔδΗÄηà§εëà30¬ΑοΫû45¬ΑοΦ¨φ†Ιφç°ι€ÄηΠ¹ηߣεΚΠδΙüεè·δΜΞφ¦¥εΑèδΗÄδΚ¦οΦ¨δΜΞδΨΩδΚéηç·γâ΅ε€®ιîÖεÜÖηÉΫδΗéε¨ÖηΓΘφùêφ•ôεÖÖεàÜφΖΖεêàψIJηç·γâ΅ε€®ιîÖεÜÖεÄüεä©δΚéγΠΜεΩÉεä¦ε£¨φë©φ™Πεä¦γö³δΫ€γî®οΦ¨ιöèιîÖεÜÖεΘ¹εêëδΗäγßΜεä®οΦ¨δΗäεç΅εàΑηç·γâ΅γö³ι΅çεä¦εÖ΄φ€çδΚÜγΠΜεΩÉεä¦γö³φùüγΦöδΜΞεêéοΦ¨εΑÜφΜöηêΫδΗ΄φùΞψIJφ≠ΛηΩ΅γ®΄ηΩûγΜ≠δΗçφ•≠ε€ΑηΩ¦ηΓ¨οΦ¨ε€®ε¨ÖεÜ€ιîÖεèΘιô³ηΩëεΫΔφàêφ½΄φΕΓγäΕγö³ηΩêεä®ψIJεè·ηß¹οΦ¨ε€®ε¨ÖηΓΘιîÖγö³δΗçεê¨ιÉ®δΫçοΦ¨ηç·γâ΅εÖΖφ€âδΗçεê¨γö³ηΩêεä®ιÄüεΚΠοΦ¨εÖΕδΗ≠ε€®εΚïιÉ®ε£¨φ½΄φΕΓιÉ®φ½Εγö³ιÄüεΚΠηΨÉφÖΔψÄ²ε¦†φ≠ΛοΦ¨ε€®ε°ûιôÖφ™çδΫ€δΗ≠οΦ¨ηΠ¹ε€®εä†εÖΞε¨ÖηΓΘφùêφ•ôεêéεä†δΜΞφêÖεä®οΦ¨εêΠεàôεè·ηÉΫδΫΩε¨ÖηΓΘηΓΘε±²γö³ι΅çι΅è壨εéöη•³δΗçδΗÄη΅¥ψÄ²ε€®γîüδΚßε°ûηΖΒδΗ≠δΙüεΗΗεΗΗι΅΅γî®εä†φ¨ΓφùΩγö³φ•Ιφ≥ïφùΞφîΙε•³ηç·γâ΅γö³ηΩêεä®γäΕφĹοΦ¨δΜΞηΨΨεàΑγö³ε¨ÖηΓΘφïàφû€οΦ¨φ·îεΠ²οΦ¨ε€®ιîÖγö³εΚïιÉ®εä†ηΘÖιIJεΫ™εΫΔγäΕγö³δΗâεù½φ¨ΓφùΩ(ε·ΙγßΑεàÜεΗÉοΦ¨δΚ£φàê120¬Αηߣ)ψIJ
ψÄÄψÄÄ 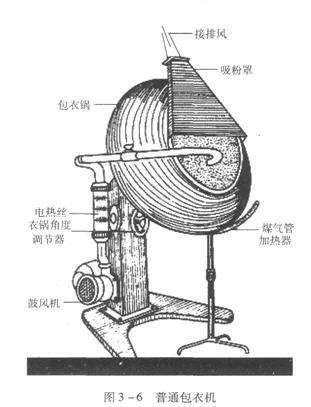
ψÄÄψÄÄ εä®εä¦ιÉ®εàÜδΗΜηΠ¹γî±γîΒφ€ΚεèäηΑÉιÄüηΘÖγΫ°γΜ³φàêοΦ¨ιÄöηΩ΅γö°εΗΠηΫ°ι©±εä®ε¨ÖηΓΘιîÖγö³ηΫ§εä®ψIJ
ψÄÄψÄÄ εä†γÉ≠ιΦ™ιΘéεèäεêΗγ≤âηΘÖγΫ°δΗ≠γö³εä†γÉ≠φ•ΙεΦèφ€âδΗΛγßçοΦ¨δΗÄγßçφ‰·δΫΩγ©ΚφΑîγΜèηΩ΅γîΒγÉ≠δΗùιΔ³γÉ≠εêéγî±ιîÖVlεΛ³εêΙδΚΚιîÖεÜÖ(ιΦ™γÉ≠ιΘé)οΦ¦εèΠδΗÄγßçφ‰·ι΅΅γî®γîΒγÉ≠δΗù㦥φéΞε·ΙιîÖδΫ™εä†γÉ≠οΦ¨ηΩôγßçφ•ΙεΦèεç΅φΗ©εΩΪοΦ¨δΫÜιîÖδΫ™εè½γÉ≠δΗçεΛüεù΅ε¨ÄοΦ¨εè·ηÉΫε·Ιε¨ÖηΓΘη¥®ι΅èδΚßγîüδΗçεà©εΫ±ε™çοΦ¨φïÖδΗÄηà§φ‰·ι΅΅γî®ιΦ™γÉ≠ιΘéδΗé㦥φéΞεä†γÉ≠γö³η¹îεêàφ•ΙεΦèηΩ¦ηΓ¨εä†γÉ≠ψIJεΩÖηΠ¹φ½ΕοΦ¨δΙüεè·γî±ιΦ™ιΘéφ€ΚεêΙεÖΞεÜΖιΘéοΦ¨δΜΞηΑÉηä²ιîÖεÜÖγâ©φ•ôγö³εΙ≤γ΅ΞιÄüεΚΠψIJεêΗγ≤âηΘÖγΫ°ε€®ιîÖγö³δΗäφ•ΙοΦ¨γî®δΚéι‰≤φ≠Δγ≤âεΑ‰ιΘûφâ§ψIJ
ψÄÄψÄÄ εü΄γ°Γε¨ÖηΓΘφ≥ïφ‰·ε€®ε¨ÖηΓΘιîÖγö³εΚïιÉ®ηΘÖφ€âηΨ™ιĹε¨ÖηΓΘφΚΕφΕ≤ψĹεé΄γΦ©γ©ΚφΑî壨γÉ≠γ©ΚφΑîγö³εü΄γ°ΓοΦ¨ε¨ÖηΓΘφΚΕφΕ≤ε€®εé΄γΦ©γ©ΚφΑîγö³εΗΠεä®δΗ΄οΦ¨γî±δΗ΄εêëδΗäε•Ζη΅≥ιîÖεÜÖγö³γâ΅εâ²ηΓ®ιùΔοΦ¨εΙΕγî±δΗ΄ιÉ®δΗäφùΞγö³γÉ≠γ©ΚφΑîεΙ≤γ΅ΞοΦ¨φâÄδΜΞεè·δΜΞεΛßεΛßε΅èηΫΜεä≥εä®εΦΚεΚΠοΦ¨εä†ιÄüε¨ÖηΓΘεèäεÖΕεΙ≤γ΅ΞηΩ΅γ®΄οΦ¨φèêιΪ‰εä≥εä®γîüδΚßγé΅ψIJ
ψÄÄψÄÄ ιΪ‰φïàε¨ÖηΓΘιîÖφ≥ïηΩëεΙ¥φùΞεΖ≤εΚîγî®δΚéε¦ΫεÜÖγö³γîüδΚßε°ûηΖΒοΦ¨εÖΕγΜ™φû³εéüγêÜδΗΚοΦöε¨ÖηΓΘιîÖδΗΚγü≠ε€Üφü±εΫΔεΙΕφ≤ΩφΑ¥εΙ≥ηΫ¥φ½΄ηΫ§ο֨妦εë®δΗΚεΛöε≠îεΘ¹οΦ¨γÉ≠ιΘéγî±δΗäφ•ΙεΦïεÖΞοΦ¨γî±ιîÖεΚïιÉ®γö³φé£ιΘéηΘÖγΫ°φé£ε΅ΚοΦ¨εÖΖφ€âε·Üι½≠ψĹι‰≤γàÜψĹι‰≤εΑ‰ψĹγÉ≠δΚΛφçΔφïàγé΅ιΪ‰γö³γâΙγ²ΙοΦ¨εΙΕδΗîεè·φ†Ιφç°δΗçεê¨γ±Μεû΄γâ΅εâ²γö³δΗçεê¨ε¨ÖηΓΘεΖΞηâΚοΦ¨εΑÜεè²φïΑδΗÄφ§ΓφÄßε€ΑιΔ³εÖàηΨ™εÖΞεΨ°φ€Κ(δΙüεè·ιöèφ½Εφ¦¥φîΙ)οΦ¨ε°ûγéΑε¨ÖηΓΘηΩ΅γ®΄γö³γ®΄εΚè娕ψĹη΅Σεä®ε¨•ψĹγßëε≠Π娕οΦ¨γâΙεàΪιIJγî®δΚéε¨ÖεàΕη•³ηÜ€ηΓΘψIJ
ψÄÄψÄÄ (δΚ¨)φΒ¹ε¨•ε¨ÖηΓΘφ≥ï
ψÄÄψÄÄ φ€§φ≥ïγö³εüΚφ€§εéüγêÜδΗéφΒ¹ε¨•εàΕγ≤£φ≥ïγ¦Ηγ±ΜδΦΦοΦöεΩΪιÄüδΗäεç΅γö³γ©ΚφΑîφΒ¹εêΙδΚΚε¨ÖηΓΘε°ΛεÜÖοΦ¨δΫΩφΒ¹ε¨•εΚäδΗäγö³γâ΅εâ²οΦ¨φ²§φΒ°δΚéηΩôγßçγ©ΚφΑîφΒ¹δΗ≠οΦ¨δΗäδΗ΄γΩΜηÖΨεΛ³δΚéφΒ¹ε¨•(φ≤ΗηÖΨ)γäΕφĹοΦ¨φïÖδΚΠγßΑδΗΚφΒ¹ε¨•ε¨ÖηΓΘφ≥ïφà•φ≤ΗηÖΨε¨ÖηΓΘφ≥ïοΦ¦δΗéφ≠Λεê¨φ½ΕοΦ¨ε•ΖεÖΞγö³ε¨ÖηΓΘφΚΕφΕ≤οΦ¨δΦöεù΅ε¨Äε€ΑεàÜεΗÉδΚéγâ΅εâ²γö³ηΓ®ιùΔοΦ¨φΚΕεΣ£ιöèγÉ≠γ©ΚφΑîηΩÖιÄüφ¨ΞφïΘοΦ¨δΜéηÄ¨ε€®γâ΅εâ²γö³ηΓ®ιùΔγïôδΗ΄η•³ηÜ€γäΕγö³ηΓΘε±²ψIJγΜèηΩ΅δΗÄε°öφ½Ει½¥οΦ¨εç≥εè·εàΕεΨ½ε¨Öφ€âη•³ηÜ€ηΓΘγö³γâ΅εâ²ψIJφ€§φ≥ïδΚél953εΙ¥γî±WursterιΠ•εà¦οΦ¨20δΗ•γΚΣ60εΙ¥δΜΘφ€ΪεΦÄεß΄εΚîγî®δΚéγîüδΚßοΦ¨εÖΕη°ΨεΛ΅γΛΚφ³èε¦Ψηß¹ε¦Ψ3βÄî7ψIJ
ψÄÄψÄÄ 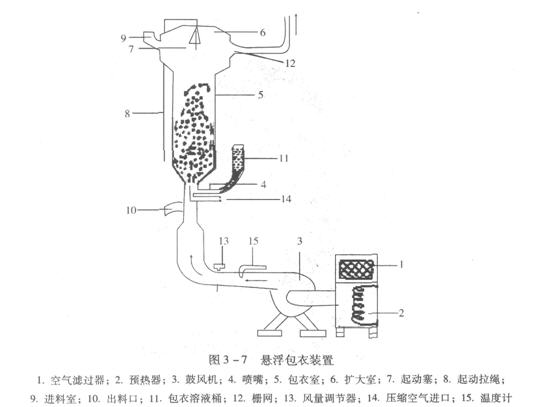
ψÄÄψÄÄ δΗéφΜöηΫ§ε¨ÖηΓΘφ≥ïγ¦Ηφ·îοΦ¨φ²§φΒ°ε¨ÖηΓΘφ≥ïεÖΖφ€âεΠ²δΗ΄δΗÄδΚ¦δΦ‰γ²ΙοΦöβë†η΅Σεä®ε¨•γ®΄εΚΠιΪ‰οΦ¨δΗçεÉèγ≥•ηΓΘιîÖε¨ÖηΓΘι²Θφ†ΖοΦ¨εΩÖιΓΜεÖΖφ€âγâΙεàΪγÜüγΜÉγö³φ™çδΫ€φäÄηâΚοΦ¨εΫ™ε•ΖδΚΚε¨ÖηΓΘφΚΕφΕ≤γö³ιÄüεΚΠφ¹£ε°öφ½ΕοΦ¨εàôε•ΖεÖΞφ½Ει½¥δΗéηΓΘε±²εΔûι΅çεΑÜφ€âγΚΩφÄßεÖ≥γ≥ΜοΦ¨εç≥ηΓΘε±²εéöεΚΠδΗéηΓΘε±²εΔûι΅çι΅èγö³γΪ΄φ•Ιφ†ΙεÄΦφàêφ≠Θφ·îοΦ¨ηΩôε·ΙδΚéη΅Σεä®φéßεàΕεÖΖφ€âγâΙεàΪι΅çηΠ¹γö³φ³èδΙâοΦ¦βëΓε¨ÖηΓΘιÄüεΚΠεΩΪψĹφ½Ει½¥γü≠ψĹεΖΞεΚèεΑëοΦ¨ε¨ÖεàΕδΗÄηà§γö³η•³ηÜ€ηΓΘεèΣι€ÄlεΑèφ½ΕεΖΠεè≥εç≥εè·ε°¨φàêοΦ¨ιIJεêàδΚéεΛßηß³φ®ΓεΖΞδΗö娕γîüδΚßοΦ¦βëΔφï¥δΗΣε¨ÖηΓΘηΩ΅γ®΄ε€®ε·Üι½≠γö³ε°Ιεô®δΗ≠ηΩ¦ηΓ¨οΦ¨φ½†γ≤âεΑ‰οΦ¨γé·εΔÉφ±Γφü™εΑèοΦ¨εΙΕδΗîηä²γΚΠεéüηΨÖφ•ôοΦ¨γîüδΚßφàêφ€§ηΨÉδΫéψIJεΫ™γ³ΕοΦ¨ι΅΅γî®ηΩôγßçε¨ÖηΓΘφ•Ιφ≥ïφ½ΕοΦ¨ηΠ¹φ±²γâ΅ηä·γö³γΓ§εΚΠγ®çεΛßδΗÄδΚ¦οΦ¨δΜΞεÖçε€®φ≤ΗηÖΨγäΕφĹφ½ΕηΔΪφ£ûγΔéφà•γΦΚφçüοΦ¨δΫÜεΚîφ≥®φ³èοΦöγâ΅ηä·γö³γΓ§εΚΠδΙüδΗçε°€ηΩ΅εΛßοΦ¨εêΠεàôδΦöιĆφàê奩ηßΘηΩüγΦ™ψIJ
ψÄÄψÄÄ εÖΖδΫ™γö³φ™çδΫ€φ•Ιφ≥ïγ°ÄδΜ΄εΠ²δΗ΄οΦöβë†γî±ηΩ¦φ•ôεèΘηΘÖεÖΞδΗÄε°öφïΑι΅èγö³ηç·γâ΅οΦ¨εÖ≥ι½≠ηΩ¦φ•ôεèΘοΦ¨εΦÄεê·ιΦ™ιΘéφ€ΚοΦ¨ηΑÉηä²ιΘéι΅èοΦ¨δΫΩηç·γâ΅ε€®ε¨ÖηΓΘε°ΛεÜÖεëàγéΑφ¨¹γΜ≠γö³φ²§φΒ°ηΩêεä®γäΕφĹοΦ¦βëΓεΦÄεê·ε¨ÖηΓΘφΚΕφΕ≤φΓΕγö³φ¥ΜεΓûοΦ¨εé΄γΦ©γ©ΚφΑîεΑÜε¨ÖηΓΘφΚΕφΕ≤γî±ε•Ζ剥ε•Ζι¦ΨεàΑδΗäδΗ΄γΩΜηÖΨγö³ηç·γâ΅ηΓ®ιùΔοΦ¦βëΔεÖ≥ι½≠ε¨ÖηΓΘφΚΕφΕ≤γö³ηΩ¦εèΘοΦ¨εΦÄεê·γ©ΚφΑîιΔ³γÉ≠γ°ΓψĹεêΙδΚΚγÉ≠γ©ΚφΑîοΦ¨δΫΩε¨ÖηΓΘε°ΛεÜÖηΨΨεàΑ50βÄî60β³ÉοΦ¨ηç·γâ΅ηΔΪηΩÖιÄüεΙ≤γ΅ΞοΦ¨γ³ΕεêéεÜçεΨΣγé·ηΩ¦ηΓ¨δΗäηΩΑβëΓψĹβëΔγö³ηΩ΅γ®΄βÄΠβÄΠο֨㦥εàΑεêàφ†ΦδΗΚφ≠ΔψÄ²ε€®ε°ûιôÖεΖΞδΫ€δΗ≠οΦ¨γî±ηΩ¦φΑî壨φé£φΑîγö³φΗ©εΖ°εΑ±εè·δΜΞεàΛφ•≠壨φéßεàΕφΚΕεâ²γö³η£ΗεèëιÄüεΚΠοΦ¨δΜéηĨεêàγêÜε€ΑηΑÉηä²ε¨ÖηΓΘφΚΕφΕ≤γö³ε•ΖεÖΞι΅èοΦ¨εΠ²φû€φé£φΑîφΗ©εΚΠηΩ΅δΫéοΦ¨ηΓ®φ‰éε¨ÖηΓΘε°ΛεÜÖφΚΕεâ²ι΅èηΩ΅εΛßοΦ¨εΚîε΅èεΑëε¨ÖηΓΘφΚΕφΕ≤γö³ε•ΖεÖΞι΅èοΦ¦εèçδΙ΄οΦ¨ηΓ®γΛΚε•ΖεÖΞι΅èδΗçηΕ≥ψIJ
ψÄÄψÄÄ (δΗâ)εé΄εàΕε¨ÖηΓΘφ≥ï
ψÄÄψÄÄ δΗÄηà§ι΅΅γî®δΗΛεèΑεé΄γâ΅φ€Κη¹îεêàηΒΖφùΞε°ûφ•Ϋεé΄εàΕε¨ÖηΓΘοΦ¨δΗΛεèΑεé΄γâ΅φ€ΚδΜΞγâΙεàΕγö³δΦ†εä®εô®ηΩûφéΞιÖçεΞ½δΫΩγî®ψIJδΗÄεèΑεé΄γâ΅φ€ΚδΗ™ι½®γî®δΚéεé΄εàΕγâ΅ηä·οΦ¨γ³Εεêéγî±δΦ†εä®εô®εΑÜεé΄φàêγö³γâ΅ηä·ηΨ™ιĹη΅≥ε¨ÖηΓΘηΫ§εèΑγö³φ®Γε≠îδΗ≠(φ≠Λφ®Γε≠îεÜÖεΖ≤εΓΪδΚΚε¨ÖηΓΘφùêφ•ôδΫ€δΗΚεΚïε±²)οΦ¨ιöèγùÄηΫ§εèΑγö³ηΫ§εä®οΦ¨γâ΅ηä·γö³δΗäιùΔεèàηΔΪεä†εÖΞγΚΠγ≠âι΅èγö³ε¨ÖηΓΘφùêφ•ôοΦ¨γ³Εεêéεä†εé΄οΦ¨δΫΩγâ΅ηä·εé΄δΚΚε¨ÖηΓΘφùêφ•ôδΗ≠ι½¥ηĨεΫΔφàêεé΄εàΕγö³ε¨ÖηΓΘγâ΅εâ²ψIJφ€§φ•Ιφ≥ïγö³δΦ‰γ²Ιε€®δΚéοΦöεè·δΜΞι¹ΩεÖçφΑ¥εàÜψĹιΪ‰φΗ©ε·Ιηç·γâ©γö³δΗçηâ·εΫ±ε™çοΦ¨γîüδΚßφΒ¹γ®΄γü≠ψĹη΅Σεä®ε¨•γ®΄εΚΠιΪ‰ψĹεä≥εä®φùΓδΜΕεΞΫοΦ¨δΫÜε·Ιεé΄γâ΅φ€ΚφΔΑγö³γ≤ΨεΚΠηΠ¹φ±²ηΨÉιΪ‰οΦ¨γ¦°εâçε¦ΫεÜÖεΑöφ€ΣεΙΩφ≥¦δΫΩγî®ψIJ
ψÄÄψÄÄγ¦ΗεÖ≥φ±΅φÄΜοΦö
ψÄÄψÄÄ2013εΙ¥φâßδΗöηç·εΗàηç·ε≠ΠδΗ™δΗöγüΞη·Üηç·εâ²ε≠ΠγüΞη·Üγ²ΙηΨÖε·Φφ±΅φÄΜ
ψÄÄψÄÄγ¦ΗεÖ≥φé®ηçêοΦö
ψÄÄψÄÄ2013εΙ¥φâßδΗöηç·εΗàηç·εâ²ε≠ΠγüΞη·Üγ²ΙοΦöε¨ÖηΓΘγö³γ¦°γö³ε£¨γßçγ±Μ
ψÄÄψÄÄ2013εΙ¥φâßδΗöηç·εΗàηç·εâ²ε≠ΠγüΞη·Üγ²ΙοΦöγâ΅εâ²εàΕεΛ΅δΗ≠εè·ηÉΫεèëγîüγö³ι½°ιΔ‰
ψÄÄψÄÄ2013εΙ¥φâßδΗöηç·εΗàηç·εâ²ε≠ΠγüΞη·Üγ²ΙοΦöγâ΅εâ²γö³φàêεû΄εèäεÖΕεΫ±ε™ç妆㥆
η¥ΘγΦ•οΦözdh
- 2019εΙ¥φâßδΗöηç·εΗàψÄäηç·ε≠ΠδΗ™δΗöγüΞη·ÜδΚ¨ψÄ΄φÄùγΜ¥ε·Φε¦ΨδΗ΄ηΫΫ
- 2019εΙ¥φâßδΗöηç·εΗàψÄäηç·ε≠ΠδΚ¨ψÄ΄ηÄÉγ²ΙοΦöηßΘγÉ≠ιï΅γ½¦ηç·εàÜγ±Μ
- 2019εΙ¥φâßδΗöηç·εΗàηç·ε≠ΠδΚ¨ηÄÉγ²ΙοΦöφΑ·η΄·ι²Θφïèηç·γêÜδΫ€γî®
- 2019εΙ¥φâßδΗöηç·εΗàψÄäηç·ε≠ΠδΗ™δΗöγüΞη·ÜδΚ¨ψÄ΄εê³γΪ†εéÜεΙ¥εàÜεÄΦεàÜεΗÉ
- 2019φâßδΗöηç·εΗàηç·ε≠ΠδΗ™δΗöγüΞη·ÜδΚ¨ηÄÉγ²ΙοΦöιùûγîΨδΫ™φä½γ²éηç·
- φâßδΗöηç·εΗàηç·ε≠ΠδΗ™δΗöγüΞη·ÜδΚ¨ηÄÉγ²ΙοΦöιï΅γ½¦ηç·δΫΩγî®εéüεàô