

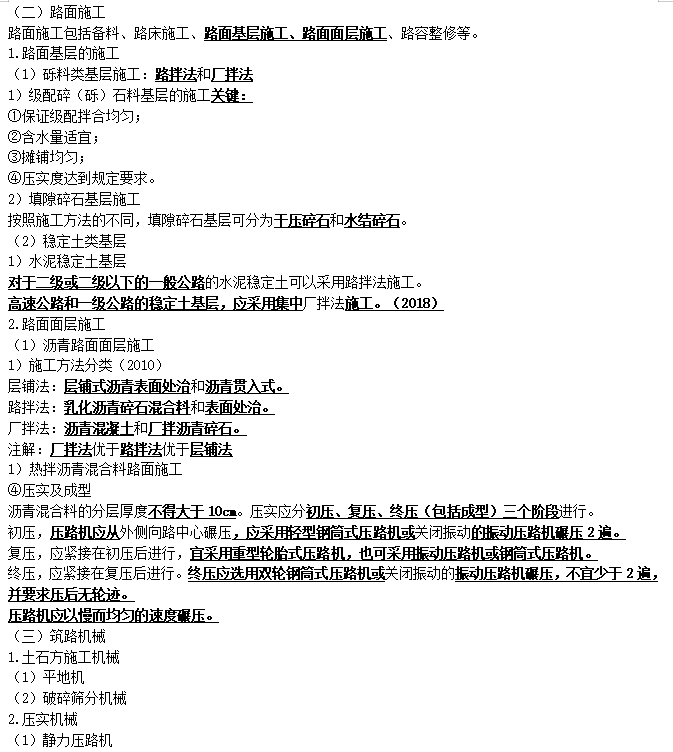
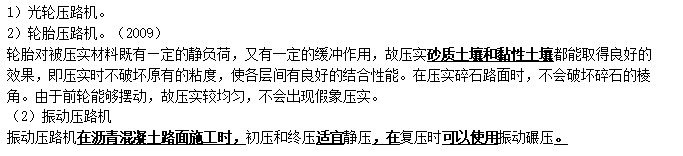
(一)保温、隔热
1.工程量计算规则
(1)保温隔热屋面。按设计图示尺寸以面积计算,单位:m2。扣除面积>0.3m2孔洞及占位面积。
(2)保温隔热天棚。按设计图示尺寸以面积计算,单位:m2。扣除面积>0.3m2柱、垛、孔洞所占面积,与天棚相连的梁按展开面积,计算并入天棚工程量内。柱帽保温隔热应并入天棚保温隔热工程量内。
(3)保温隔热墙面。按设计图示尺寸以面积计算,单位:m2。扣除门窗洞口以及面积>0.3m2梁、孔洞所占面积;门窗洞口侧壁以及与墙相连的柱,并入保温墙体工程量。
(4)保温柱、梁。保温柱、梁适用于不与墙、天棚相连的独立柱、梁。按设计图示尺寸以面积计算,单位:m2。
1)柱按设计图示柱断面保温层中心线展开长度乘保温层高度以面积计算,扣除面积>0.3m2梁所占面积。
2)梁按设计图示梁断面保温层中心线展开长度乘保温层长度以面积计算。
(5)保温隔热楼地面。按设计图示尺寸以面积计算,单位:m2。扣除面积>0.3m2柱、垛、孔洞所占面积,门洞、空圈、暖气包槽、壁龛的开口部分不增加。
2.相关说明
(3)保温隔热装饰面层,按装饰工程中相关项目编码列项。
(4)仅做找平层按楼地面装饰工程"平面砂浆找平层"或墙、柱面装饰与隔断、幕墙工程"立面砂浆找平层"项目编码列项。
(5)保温柱、梁适用于不与墙、天棚相连的独立柱、梁,与墙、天棚相连的柱、梁并入墙、天棚工程量内。
(二)防腐面层
1.工程量计算规则
(1)防腐砼面层、防腐砂浆面层、防腐胶泥面层、玻璃钢防腐面层、聚氯乙烯板面层、块料防腐面层。按设计图示尺寸以面积计算。单位:m2。
1)平面防腐。扣除凸出地面的构筑物、设备基础等以及面积>0.3m2孔洞、柱垛所占面积,门洞、空圈、暖气包槽、壁龛的开口部分不增加面积。
2)立面防腐。扣除门、窗洞门以及面积>0.3m2孔洞、梁所占面积。门、窗、洞口侧壁、垛突出部分按展开面积计算。
(2)池、槽块料防腐面层。按设计图示尺寸以展开面积计算,单位:m2。
2.相关说明
(1)防腐踢脚线,应按楼地面装饰工程“踢脚线”项目编码列项。
(三)其他防腐
1.工程量计算规则
(1)隔离层(平面和立面)。按设计图示尺寸以面积计算,单位:m2。
(2)砌筑沥青浸渍砖。按设计图示尺寸以体积计算,单位:m³。
(3)防腐涂料(平面和立面)。按设计图示尺寸以面积计算,单位:m2。(同防腐面层)
2.相关说明
(2)防腐涂料需要刮腻子时,须描述刮腻子的种类及遍数,并含在综合单价中。

(一)门油漆(2013)
按设计图示数量或设计图示洞口尺寸以面积计算,单位:樘/m2。
(二)窗油漆
按设计图示数量或设计图示洞口尺寸以面积计算,单位:樘/m2。
注:(一)(二)内容中包括“刮腻子”,应在综合单价中考虑,不另计算工程量。
(三)木扶手及其他板条、线条油漆(2013)
包括木扶手油漆,窗帘盒油漆,封檐板、顺水板油漆,挂衣板、黑板框油漆,挂镜线、窗帘棍、单独木线油漆。
按设计图示尺寸以长度计算,单位:m。
木扶手应区分带托板与不带托板,分别编码列项。
工作内容中包括“刮腻子”,应在综合单价中考虑,不另计算工程量。
(四)木材面油漆(2013)
(1)木护墙、木墙裙油漆,窗台板、筒子板、盖板、门窗套、踢脚线油漆,清水板条天棚、檐口油漆,木方格吊顶天棚油漆,吸声板墙面、天棚面油漆,暖气罩油漆及其他木材面油漆,按设计图示尺寸以面积计算,单位:m2。
(2)木间壁、木隔断油漆,玻璃间壁露明墙筋油漆,木栅栏、木栏杆(带扶手)油漆按设计图示尺寸以单面外围面积计。
列项时当木栏杆带扶手油漆,木扶手油漆不单独列项,按木栏杆(带扶手)油漆列项。
(3)衣柜、壁柜油漆,梁柱饰面油漆,零星木装修油漆,按设计图示尺寸以油漆部分展开面积计算,单位:m2。
(4)木地板油漆、木地板烫硬蜡面,按设计图示尺寸以面积计算。单位:m2。空洞、空圈、暖气包槽、壁龛的开口部分并入相应的工程量内。
(五)金属面油漆
按设计图示尺寸以质量计算,单位:t;或按设计展开面积计算,单位:m2。
(六)抹灰面油漆
(1)抹灰面油漆,按设计图示尺寸以面积计算,单位:m2。
(2)抹灰线条油漆,按设计图示尺寸以长度计算,单位:m。
(3)满刮腻子,按设计图示尺寸以面积计算,单位:m2。仅适用于单独刮腻子的情况,其他凡工作内容中含刮腻子的项目,刮腻子应在综合单价中考虑。
(七)刷喷涂料(2016)
(1)墙面喷刷涂料、天棚喷刷涂料。按设计图示尺寸以面积计算,单位:m2。
(2)线条刷涂料。按设计图示尺寸以长度计算,单位:m。
(3)金属构件刷防火涂料。可按设计图示尺寸以质量计算,单位:t;或按设计展开面积计算,单位:m2。
(4)木材构件喷刷防火涂料。工程量按设计图示以面积计算,单位:m2。
(八)裱糊。包括墙纸裱糊、织锦缎裱糊。按设计图示尺寸以面积计算,单位:m2。

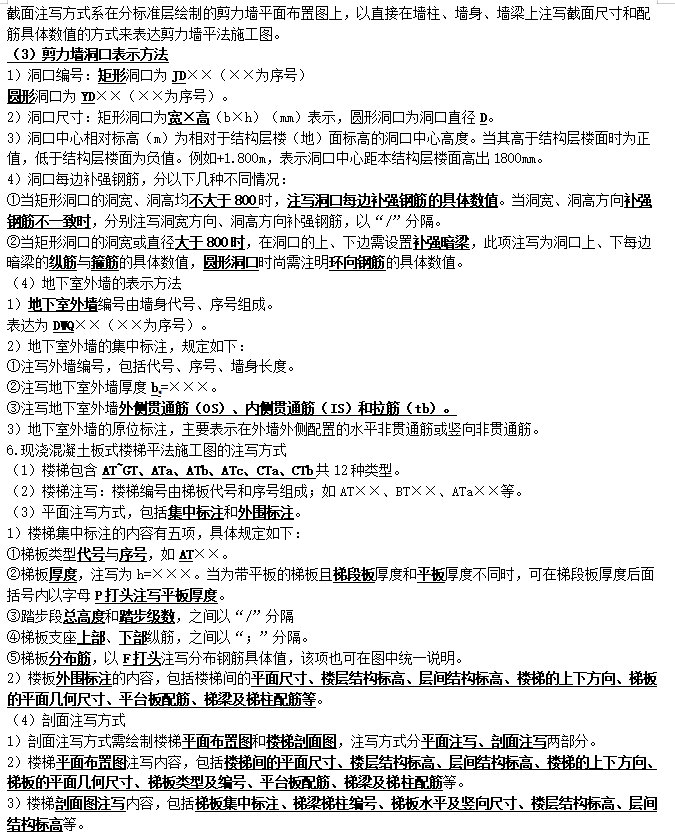
(一)脚手架(2013、2016、2017、2018、2021)
1.工程量计算规则
(1)综合脚手架,按建筑面积计算(单位:m2),项目特征描述:建筑结构形式、檐口高度。
(2)外脚手架、里脚手架、整体提升架、外装饰吊篮,按所服务对象的垂直投影面积计算,单位:m2。
(3)悬空脚手架、满堂脚手架,按搭设的水平投影面积计算。
(4)挑脚手架,按搭设长度乘以搭设层数以延长米计算。
2、相关说明
(1)用综合脚手架时,不再使用外脚手架、里脚手架等单项脚手架;综合脚手架适用于能够按“建筑面积计算规则”计算建筑面积的建筑工程脚手架,不适用于房屋加层、构筑物及附属工程脚手架。
(2)同一建筑物有不同的檐高时,按建筑物竖向切面分别按不同檐高编列清单项目。
檐口高度是指设计室外地坪至檐口滴水的高度(平屋顶系指屋面板底高度)。突出主体建筑物屋顶的电梯机房、楼梯出口间、水箱间、瞭望塔、排烟机房等不计入檐口高度。
(3)整体提升架包括2m高的防护架体设施。
(5)脚手架按垂直投影面积计算工程时,不应扣除门窗洞口、空圈等所占面积。工作内中包括上料平台的,在综合单价中考虑,不单独编码列项。
(4)满堂脚手架应按搭设方式、搭设高度、脚手架材质分别列项。满堂脚手架高度在3.6m~5.2m之间时计算基本层,5.2m以外,每增加1.2m计算一个增加层,不足0.6m按一个增加层乘以系数0.5计算。
(二)混凝土模板及支架(2014、2017)
1.工程量计算规则
有两种处理方法:一种是以立方米计量的模板及支撑(架),模板及支撑(架)包含在混凝土及钢筋混凝土项目中;另一种是以平方米计量,按模板与混凝土构件的接触面积计算。
(1)混凝土基础、柱、梁、墙板等主要构件模板及支架工程量按模板与现浇混凝土构件的接触面积计算,单位:m2。
1)现浇钢筋混凝土墙、板单孔面积≤0.3m2的孔洞不予扣除,洞侧壁模板亦不增加;单孔面积>0.3m2时应予扣除,洞侧壁模板面积并入墙、板工程量内计算。
2)现浇框架分别按梁、板、柱有关规定计算;附墙柱、暗梁、暗柱并入墙内工程量内计算。
3)柱、梁、墙、板相互连接的重叠部分,均不计算模板面积。
4)构造柱按图示外露部分计算模板面积。
(2)天沟、檐沟、电缆沟、地沟、散水、扶手、后浇带、化粪池、检查井按模板与现浇混凝土构件的接触面积计算。
(3)雨篷、悬挑板、阳台板,按图示外挑部分尺寸的水平投影面积计算,挑出墙外的悬臂梁及板边不另计算。
(4)楼梯。按(包括休息平台、平台梁、斜梁和楼层板的连接梁)水平投影面积计算,不扣除宽度≤500mm楼梯井所占面积,楼梯踏步、踏步板、平台梁等侧面模板不另计算。伸入墙内部分不增加。
2、说明
(1)原槽浇灌的混凝土基础不计算模板工程量。
(2)若现浇混凝土梁、板支撑高度超过3.6m时,项目特征应描述支撑高度。
(三)垂直运输(2014、2018)
1.工程量计算规则
垂直运输可按建筑面积计算也可以按施工工期日历天数计算。单位:m2或天。项目特征描述:建筑物建筑类型及结构形式;地下室建筑面积;建筑物檐口高度、层数。
2.相关说明
(1)同一建筑物有不同檐高时,应分别编码列项。
(2)工作内容:垂直运输机械的固定装置、基础制作、安装,行走式垂直运输机械轨道的铺设、拆除、摊销。即垂直运输设备基础应计入综合单价,不单独编码列项计算工程量,但垂直运输机械的场外运输及安拆按大型机械设备进出场及安拆编码列项计算工程量。
(四)超高施工增加(2014、2018)
1.工程量计算规则
单层建筑物檐口高度超过20m,多层建筑物超过6层时(不包括地下室层数),可按超高部分的建筑面积计算超高施工增加。单位:m2。
2.相关说明
其工作内容包括:①由超高引起的人工工效降低以及由于人工工效降低引起的机械降效;②高层施工用水加压水泵的安装、拆除及工作台班;③通信联络设备的使用及摊销。
(五)大型机械设备进出场及安拆
1.工程量计算规则
大型机械设备进出场及安拆,按使用机械设备的数量“台次”计算。项目特征描述:机械设备名称、机械设备规格型号。
2.相关说明
(1)安拆费包括施工机械、设备在现场进行安装拆卸所需人工、材料、机械和试运转费用以及机械辅助设施的折旧、搭设、拆除等费用。
(2)进出场费包括施工机械、设备整体或分体自停放地点运至施工现场或由一施工地点运至另一施工地点所发生的运输、装卸、辅助材料等费用。
(六)施工排水、降水(2014、2018)
1.工程量计算规则
(1)成井,按设计图示尺寸以钻孔深度计算,单位:m。
(2)排水、降水,按排、降水日历天数计算,单位:昼夜。
2.相关说明
(1)相应专项设计不具备时,可按暂估量计算。
(2)临时排水沟、排水设施安砌、维修、拆除,已包含在安全文明施工中,不包括本项目中。
(七)安全文明施工及其他措施项目
(1)安全文明施工(环境保护、文明施工、安全施工、临时设施)(2020)
(2)夜间施工
(3)非夜间施工照明
(4)二次搬运
(5)冬雨季施工
(6)地上、地下设施、建筑物的临时保护设施
(7)已完工程及设备保护
(一)瓦、型材屋面及其他屋面
1.工程量计算规则
(1)瓦屋面、型材屋面,按设计图示尺寸以斜面积计算。不扣除房上烟囱、风帽底座、风道、小气窗、斜沟等所占面积,小气窗的出檐部分不增加面积。
(2)阳光板、玻璃钢屋面,按设计图示尺寸以斜面积计算。不扣除屋面面积≤0.3㎡孔洞所占面积。
(3)膜结构屋面,按设计图示尺寸以需要覆盖的水平投影面积计算。
(二)屋面防水(2014、2016、2017、2018、2019、2021)
1.工程量计算规则
(1)屋面卷材防水、屋面涂膜防水,按设计图示尺寸以面积计算。斜屋顶(不包括平屋顶找坡)按斜面积计算;平屋顶按水平投影面积计算。不扣除房上烟囱、风帽底座、风道、屋面小气窗和斜沟所占面积。屋面的女儿墙、伸缩缝和天窗等处的弯起部分,并入屋面工程量内。
(2)屋面刚性层,按设计图示尺寸以面积计算。不扣除房上烟囱、风帽底座、风道等所占的面积。项目特征描述∶刚性层厚度、混凝土种类、混凝土强度等级、嵌缝材料种类、钢筋规格及型号,当无钢筋,其钢筋项目特征不必描述。同时还应注意,当有钢筋时,其工作内容中包含了钢筋制作安装,即钢筋计入综合单价,不另编码列项。
(3)屋面排水管,按设计图示尺寸以长度计算。如设计未标注尺寸,以檐口至设计室外散水上表面垂直距离计算。
(4)屋面排(透)气管,按设计图示尺寸以长度计算。
(5)屋面(廊、阳台)泄(吐)水管,按设计图示数量计算。
(6)屋面天沟檐沟,按设计图示尺寸以展开面积计算。
(7)屋面变形缝,按设计图示尺寸以长度计算。
2.相关说明
(1)屋面防水搭接及附加层用量不另行计算,在综合单价中考虑。
(2)屋面找平层按楼地面装饰工程“平面砂浆找平层”项目编码列项。屋面保温找坡层按保温、隔热、防腐工程“保温隔热屋面”项目编码列项。
(三)墙面防水、防潮(2018、2020)
1.工程量计算规则
(1)墙面卷材防水、墙面涂膜防水、墙面砂浆防水(潮):按设计图示尺寸以面积计算。
(2)墙面变形缝:按设计图示尺寸以长度计算。墙面变形缝,若做双面,工程量乘系数2。
2.相关说明
(3)墙面砂浆防水(防潮)项目工作内容中已包含了挂钢丝网,不另行计算,在综合单价中考虑。
(四)楼(地)面防水、防潮(2014、2020)
1.工程量计算规则
(1)楼(地)面卷材、涂膜、砂浆防水(潮),按设计图示尺寸以面积计。
1)楼(地)面防水:按主墙间净空面积计算,扣除凸出地面的构筑物、设备基础等所占面积,不扣除间壁墙及单个面积≤0.3m2柱、垛、烟囱和孔洞所占面积。
2)楼(地)面防水反边高度≤300mm算作地面防水,反边高度>300mm按墙面防水计算。
(2)楼(地)面变形缝:按设计图示尺寸以长度计算。
2.相关说明(同上)
(一)墙面抹灰(2016、2020、2021)
1.工程量计算规则
墙面一般抹灰、墙面装饰抹灰、墙面勾缝、立面砂浆找平层,按设计图示尺寸以面积计算。扣除墙裙、门窗洞口及单个>0.3m2的孔洞面积,不扣除踢脚线、挂镜线和墙与构件交接处的面积,门窗洞口和孔洞的侧壁及顶面不增加面积。附墙柱、梁、垛、烟囱侧壁并入相应的墙面面积内。飘窗凸出外墙面增加的抹灰并入外墙工程量内。
(1)外墙抹灰面积按外墙垂直投影面积计算。
(2)外墙裙抹灰面积按其长度乘以高度计算。
(3)内墙抹灰面积按主墙间的净长乘以高度计算。无墙裙的内墙高度按室内楼地面至天棚底面计算;有墙裙的内墙高度按墙裙顶至天棚底面计算。有吊顶天棚抹灰,高度算至天棚底,但有吊顶天棚内墙面抹灰,抹至吊顶以上部分在综合单价考虑。
(4)内墙裙抹灰面积按内墙净长乘以高度计。
2.相关说明:
(1)墙面抹灰中找平层在综合单价中考虑,不另计算。
(2)墙面抹石灰砂浆,水泥砂浆、混合砂浆、聚合物水泥砂浆、麻刀石灰浆、石膏灰浆等按墙面一般抹灰列项;墙面水刷石、斩假石、干粘石、假面砖等按墙面装饰抹灰列项。
(二)柱(梁)面抹灰(2020、2021)
按设计图示柱(梁)断面周长乘以高度以面积计算,单位:m2。
(三)零星抹灰
墙、柱(梁)面≤0.5m2的少量分散的抹灰按零星抹灰项目编码列项。
(四)墙面块料面层
(1)石材墙面、碎拼石材、块料墙面。按镶贴表面积计算,单位:m2。
(2)干挂石材钢骨架。按设计图示尺寸以质量计算,单位:t。
(五)柱(梁)面镶贴块料。按设计图示尺寸以镶贴表面积计算,单位:m2。
(六)零星镶贴块料。按设计图示尺寸以镶贴表面积计算。单位:m2。墙柱面≤0.5m2的少量分散的镶贴块料面层按零星项目执行。
(七)墙饰面
(1)墙面装饰板。按设计图示墙净长乘以净高以面积计算。单位:m2。扣除门窗洞口及单个>0.3m2的孔洞所占而积。综合了龙骨制作、运输、安装,在综合单价中考虑;基层铺订在综合单价中考虑。
(2)墙面装饰浮雕。按设计图示尺寸以面积计算,单位:m2。
(八)柱(梁)饰面
(1)柱(梁)面装饰。按设计图示饰面外围尺寸以面积计算,单位:m2。柱帽、柱墩并入相应柱饰面工程量内。综合了龙骨制作、运输、安装,在综合单价中考虑;饰面外围尺寸即饰面的表面尺寸。
(2)成品装饰柱。①按设计数量以“根”计算;②按设计长度以“m”计算。
(九)幕墙工程(2020)
1.工程量计算规则
(1)带骨架幕墙。按设计图示框外围尺寸以面积计算,单位:m2。与幕墙同种材质的窗所占面积不扣除。
(2)全玻(无框玻璃)幕墙。按设计图示尺寸以面积计算,单位:m2。带肋全玻幕墙按展开面积计算。
2.相关说明
(1)与幕墙同种材质的窗并入到幕墙工程量内容,包含在幕墙综合单价中;不同种材料窗应另行计算。但幕墙上的门应单独计算。
(2)幕墙钢骨架按干挂石材钢骨架另列项目。
(十)隔断
1.工程量计算规则
(1)木隔断、金属隔断。按设计图示框外围尺寸以面积计算,单位:m2。不扣除单个≤0.3m2的孔洞所占面积;浴厕门的材质与隔断相同时,门的面积并入隔断面积内。
(2)玻璃隔断、塑料隔断。按设计图示框外围尺寸以面积计算。不扣除单个≤0.3m2的孔洞所占面积。
(3)成品隔断。①按设计图示框外围尺寸以面积计算;②按设计间的数量以“间”计算。
2.相关说明
(1)浴厕门材质与隔断相同时,工程量并入隔断面积内;材质不同时,分别列项计算工程量。
(2)隔断龙骨制作、运输、安装在木隔断综合单价中考虑,不另计算工程量。

1.项目划分(2015、2016、2017、2020)
(1)建筑物场地厚度≤±300mm的挖、填、运、找平,应按平整场地项目编码列项。建筑物场地厚度>±300mm的竖向布置挖土或山坡切土应按一般土方项目编码列项。
(2)沟槽、基坑、一般土方的划分为:底宽≤7m且底长>3倍底宽为沟槽;底长≤3倍底宽且底面积≤150m2为基坑;超出上述范围则为一般土方。
关于体积的规定:工程量按体积计算的,挖方按天然密实体积;运方按天然密实体积;回填方按夯实后体积。
2.主要项目的工程量计算规则(2013、2015、2016)
(1)平整场地
按设计图示尺寸以建筑物首层建筑面积计算。项目特征包括土壤类别、弃土运距、取土运距。
(2)挖一般土方
按设计图示尺寸以体积计算。挖土方平均厚度应按自然地面测量标高至设计地坪标高间的平均厚度确定。项目特征包括土壤类别、挖土深度、弃土运距。
(3)挖沟槽土方、挖基坑土方
按设计图示尺寸以基础垫层底面积乘以挖土深度计算。基础土方开挖深度应按基础垫层底表面标高至交付施工场地标高确定,无交付施工场地标高时,应按自然地面标高确定。
(4)冻土开挖
按设计图示尺寸开挖面积乘以厚度以体积计算。
(5)挖淤泥、流沙
按设计图示位置、界限以体积计算。
(6)管沟土方
1)按设计图示以管道中心线长度计算;
2)按设计图示管底垫层面积乘以挖土深度以体积计算。无管底垫层按管外径的水平投影面积乘以挖土深度计算。不扣除各类井的长度,井的土方并入。
有管沟设计时,平均深度以垫层底面标高至交付施工场地标高计算;无管沟设计时,直埋管深度按管底外表面标高至交付施工场地标高的平均高度计算。
3.其他需要说明的事项
(1)桩间挖土不扣除桩的体积,并在项目特征中加以描述。
(2)项目特征中涉及到弃土运距或取土运距时,弃、取土运距可以不描述,但应注明由投标人根据施工现场实际情况自行考虑,决定报价。
(3)项目特征中土壤的分类应按表确定,如土壤类别不能准确划分时,招标人可注明为综合,由投标人根据地勘报告决定报价。
(4)挖沟槽、基坑、一般土方因工作面和放坡增加的工程量(管沟工作面增加的工程量),是否并入各土方工程量中,按各省、自治区、直辖市或行业建设主管部门的规定实施,如并入各土方工程量中,办理工程结算时,按经发包人认可的施工组织设计规定计算,编制工程量清单时,可按表规定计算。
(二)石方工程(2019)
1.项目划分;山坡凿石应按一般石方项目编码列项。其他同土方。(2013、2014、2015、2019)
2.主要项目工程量计算规则(2015、2016、2017、2018)
(1)挖一般石方
按设计图示尺寸以体积计算。应按自然地面测量标高至设计地坪标高的平均厚度确定。
(2)挖沟槽(基坑)石方
按设计图示尺寸沟槽(基坑)底面积乘以挖石深度以体积计算。(未提垫层)
(3)管沟石方
按设计图示以管道中心线长度计算;按设计图示截面积乘以长度计算以体积计算。(平均深度同土方)
(三)回填(2016、2021)
1.工程量计算规则
(1)回填方
按设计图示尺寸以体积计算。
①场地回填:回填面积乘以平均回填厚度。
②室内回填:主墙间净面积乘以回填厚度,不扣除间隔墙。
③基础回填:挖方清单项目工程量减去自然地坪以下埋设的基础体积(包括基础垫层及其他构筑物)。回填土方项目特征描述:密实度要求、填方材料品种、填方粒径要求、填方来源及运距。
(2)余方弃置
按挖方清单项目工程量减利用回填方体积(正数)计算项目特征包括废弃料品种、运距。注意:“利用”两个字。不是指直接减去回填体积,回填方与利用回填方体积不是一个概念。
2.相关说明
(1)填方密实度要求,在无特殊要求情况下,项目特征可描述为满足设计和规范的要求。
(2)填方材料品种可以不描述,但应注明由投标人根据设计要求验方后方可填入,并符合相关工程的质量规范要求。
(3)填方粒径要求,在无特殊要求,项目特征可以不描述。
(4)如需买土回填应在项目特征填方来源中描述,并注明买土方数量。
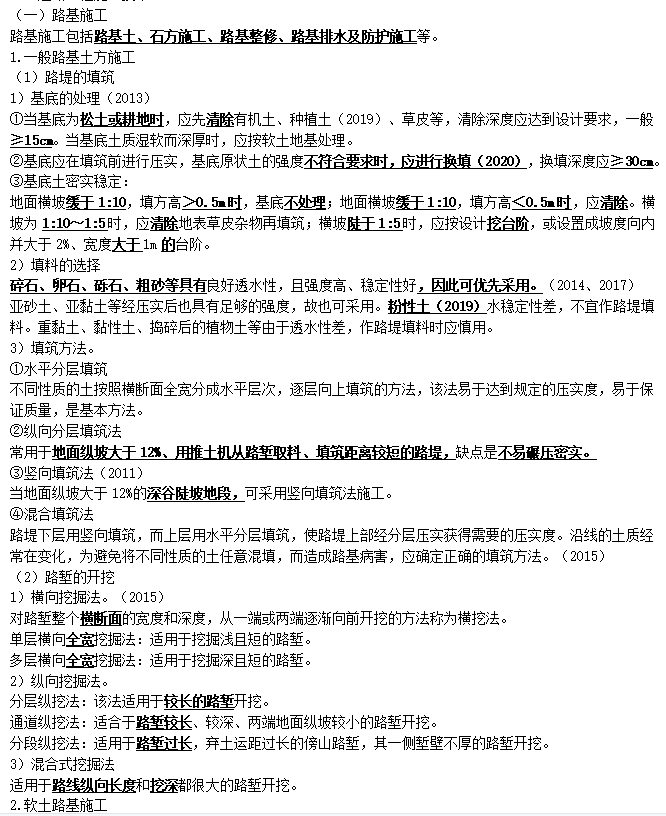
(一)砖砌体(2013、2015、2016、2017、2018、2020、2021)
1.有关说明
(1)砖砌体勾缝按墙面抹灰中“墙面勾缝”项目编码列项,实心砖墙、多孔砖墙、空心砖墙等项目工作内容中不包括勾缝,包括刮缝。
(2)标准砖尺寸应为240mm×115mm×53mm。
|
砖数(厚度) |
1/4 |
1/2 |
3/4 |
1 |
3/2 |
2 |
5/2 |
3 |
|
计算厚度 |
53 |
115 |
180 |
240 |
365 |
490 |
615 |
740 |
(3)基础与墙(柱)身划分:(2020)
基础与墙(柱)身使用同一种材料时,以设计室内地面为界(有地下室者,以地下室室内设计地面为界),以下为基础,以上为墙(柱)身。基础与墙身使用不同材料时,位于设计室内地面高度小于或等于士300mm时,以不同材料为分界线,高度大于士300mm时,以设计室内地面为分界线。砖围墙应以设计室外地坪为界,以下为基础,以上为墙身。
(4)附墙烟囱、通风道、垃圾道应按设计图示尺寸以体积(扣除孔洞所占体积)计算并入所依附的墙体体积内。
2.计算规则:
(1)砖基础
按设计图示尺寸以体积计算。包括附墙垛基础宽出部分体积,扣除地梁(圈梁)、构造柱所占体积,不扣除基础大放脚T形接头处的重叠部分及嵌入基础内的钢筋、铁件、管道、基础砂浆防潮层和单个面积≤0.3m2的孔洞所占体积,靠墙暖气沟的挑檐不增加。
基础长度:外墙基础按外墙中心线,内墙基础按内墙净长线计算。
(2)实心砖墙、多孔砖墙、空心砖墙(2020)
按设计图示尺寸以体积计算。扣除门窗、洞口、空圈、嵌入墙内的钢筋混凝土柱、梁、圈梁、挑梁、过梁及凹进墙内的壁龛、管槽、暖气槽、消火栓箱所占体积。
不扣除梁头、板头、檩头、垫木、木楞头、沿椽木、木砖、门窗走头、砖墙内加固钢筋、木筋、铁件、钢管及单个面积≤0.3m2的孔洞所占体积。
凸出墙面的腰线、挑檐、压顶、窗台线、虎头砖、门窗套的体积亦不增加。凸出墙面的砖垛并入墙体体积内计算。
附墙烟囱、通风道、垃圾道、应按设计图示尺寸以体积(扣除孔洞所占体积)计算并入所依附的墙体体积内。
框架间墙不分内外墙按墙净尺寸以体积计算。
围墙高度算至压顶上表面(如有混凝土压顶时算至压顶下表面),围墙柱并入围墙体积内。
1)墙长度
外墙按中心线,内墙按净长线。
2)墙高度
①外墙:
斜(坡)屋面无檐口天棚者算至屋面板底;有屋架且室内外均有天棚者算至屋架下弦底另加200mm;
无天棚者算至屋架下弦底另加300mm;出檐宽度超过600mm时按实砌高度计算;有钢筋混凝土楼板隔层者算至板顶;平屋面算至钢筋混凝土板底。
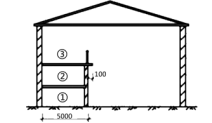
2)内墙:位于屋架下弦者,算至屋架下弦底;无屋架者算至天棚底另加100mm;有钢筋混凝土楼板隔层者算至楼板顶;有框架梁时算至梁底。
3)女儿墙:从屋面板上表面算至女儿墙顶面(如有混凝土压顶时算至压顶下表面)。
4)内、外山墙:按其平均高度计算。
(3)空斗墙,按设计图示尺寸以空斗墙外形体积计算。墙角、内外墙交接处、门窗洞口立边、窗台砖、屋檐处的实砌部分体积并入空斗墙体积内。
(4)空花墙,按设计图示尺寸以空花部分外形体积计算,不扣除空洞体积。
(5)填充墙,按设计图示尺寸以填充墙外形体积计算。
(6)实心砖柱、多孔砖柱,按设计图示尺寸以体积计算。扣除混凝土及钢筋混凝土梁垫、梁头、板头所占体积。
(7)其他
|
项目 |
计算规则 |
单位 |
|
|
零星工程 |
锅台与炉灶 |
按外形尺寸以数量计算 |
个 |
|
台阶 |
水平投影面积 |
㎡ |
|
|
小便槽、地垄墙 |
长度 |
m |
|
|
其他,如砖胎模 |
截面积乘以长度以体积计算 |
m³ |
|
|
检查井 |
按设计图示数量 |
座 |
|
|
散水、地坪 |
按设计图示尺寸以面积 |
㎡ |
|
|
地沟、明沟 |
按设计图示以中心线长度 |
m |
|
|
挖孔桩护壁 |
按设计尺寸以体积 |
m³ |
|
(二)砌块砌体(2019、2020)
1.工程量计算时,砌块墙和砌块柱分部与实心砖墙和实心砖柱一致。
2.砖块砌体的有关说明:
(1)砌体内加筋、墙体拉结的制作、安装,应按“混凝土及钢筋混凝土工程”中相关项目编码列项。
(2)砌块排列应上、下错缝搭砌,如果搭错缝长度满足不了规定的压搭要求,应采取压砌钢筋网片的措施,具体构造要求按设计规定。若设计无规定时,应注明由投标人根据工程实际情况自行考虑;钢筋网片按“混凝土及钢筋混凝土工程”中相应编码列项。
(3)砌块砌体中工作内容包括了勾缝。(2019)
(4)砌体垂直灰缝宽大于30mm时,采用C20细石混凝土灌实。灌注的混凝土应按“混凝土及钢筋混凝土工程”相关项目编码列项。(2020)
(三)石砌体(2013、2015、2018、2020、2021)
1.相关说明
(1)石基础、石勒脚、石墙身的划分:基础与勒脚应以设计室外地坪为界,勒脚与墙身应以设计室内地坪为界。石围墙内外地坪标高不同时,应以较低地坪标高为界,以下为基础;内外标高之差为挡土墙时,挡土墙以上为墙身。
(2)石砌体中工作内容包括了勾缝。
2.计算规则
(1)石基础,按设计图示尺寸以体积计算,包括附墙垛基础宽出部分体积,不扣除基础砂浆防潮层及单个面积≤0.3㎡的孔洞所占体积,靠墙暖气沟的挑檐也不增加。
基础长度:外墙按中心线,内墙按净长线。
(2)其他(2020)
|
项目 |
规则 |
|
石勒脚 |
按设计图示尺寸以体积计算 |
|
石挡土墙(包括石梯膀) |
|
|
石护坡 |
|
|
石台阶(包括石梯带) |
|
|
石栏杆(无雕饰) |
按设计图示尺寸以长度计算 |
|
石坡道 |
按设计图示尺寸以水平投影面积 |
|
石地沟、石明沟 |
按设计图示尺寸中心线长度 |
(四)垫层(2017)
除混凝土垫层外,没有包括垫层要求的清单项目应按该垫层项目编码列项。如灰土垫层、楼地面(非混凝土)垫层。工程量按设计图示尺寸以体积计算。

主要包括混凝土及钢筋工程量计算。
混凝土主要按体积计算,计算砼工程量时不扣除构件内钢筋、螺栓、预埋铁件、张拉孔道所占体积,但应扣除劲性骨架的型钢所占体积。
(一)现浇混凝土基础(2015)
1.列项
有肋带形基础、无肋带形基础应分别编码列项,并注明肋高。箱式满堂基础及框架式设备基础中柱、梁、墙、板按现浇混凝土柱、梁、墙、板分别编码列项;箱式满堂基础底板按满堂基础项目列项,框架设备基础的基础部分按设备基础列项。
2.工程量计算规则:
包括垫层、带形基础、独立基础、满堂基础、设备基础、桩承台基础。按设计图示尺寸以体积计算。不扣除构件内钢筋、预埋铁件和伸入承台基础的桩头所占体积。
(二)现浇混凝土柱(2014、2015、2016、2017、2021)
1.工程量计算规则:按设计图示尺寸以体积计算。不扣除构件内钢筋、预埋铁件所占体积。构造柱嵌接墙体部分并入柱身体积。依附柱上的牛腿和升板的柱帽,并入柱身计算。
2.说明:
(1)柱高规定:有梁板的柱高,应自柱基上表面(或楼板上表面)至上一层楼板上表面之间的高度计算。无梁板的柱高,应自柱基上表面(或楼板上表面)至柱帽下表面之间的高度计算。框架柱的柱高应自柱基上表面至柱顶高度计算。构造柱按全高计算。
(2)异形柱截面形状有T、L、Z、十字、梯形等。异形柱各方向上截面高度与厚度之比的最小值大于4时,不再按异形柱列项。
(三)现浇混凝土梁(2013、2017、2020)
1.工程量计算规则:包括基础梁、矩形梁、异形梁、圈梁、过梁、弧形梁、拱形梁。按设计图示尺寸以体积计算。不扣除构件内钢筋、预埋铁件所占体积,伸入墙内的梁头、梁垫并入梁体积内。(2020)
2.相关说明:梁长:梁与柱连接时,梁长算至柱侧面;主梁与次梁连接时,次梁长算至主梁侧面。圈梁与过梁相连时,应分别列项。当梁与混凝土墙连接时,梁的长度应计算到混凝土墙的侧面。
(四)现浇混凝土墙(2014、2017、2019)
1.工程量计算规则:包括直形墙、弧形墙、短肢剪力墙、挡土墙。按设计图示尺寸以体积计算。不扣除构件内钢筋,预埋铁件所占体积,扣除门窗洞口及单个面积>0.3m2的孔洞所占体积;墙垛及突出墙面部分并入墙体体积内计算。
2.相关说明:短肢剪力墙是指截面厚度不大于300mm,各肢截面高度与厚度之比的最大值大于4但不大于8的剪力墙;各肢截面高度与厚度之比的最大值不大于4的剪力墙按柱项目列项。(2019)
(五)现浇混凝土板(2013、2015、2017、2019、2020)
1.工程量计算规则:
(1)有梁板、无梁板、平板、拱板、薄壳板、栏板按设计图示尺寸以体积计算。不扣除构件内钢筋、预埋铁件及单个面积≤0.3m2的柱、垛以及孔洞所占体积;压形钢板混凝土楼板扣除构件内压形钢板所占体积。(2019)
有梁板(包括主、次梁与板)按梁、板体积之和计算;无梁板按板和柱帽体积之和计算,各类板伸入墙内的板头并入板体积内计算;薄壳板的肋、基梁并入薄壳体积内计算。
(2)天沟(檐沟)、挑檐板按设计图示尺寸以体积计算。
(3)雨篷、悬挑板、阳台板按设计图示尺寸以墙外部分体积计算。包括伸出墙外的牛腿和雨篷反挑檐的体积。(2020)
(4)空心板。按设计图示尺寸以体积计算(m³)。空心板(GBF高强薄壁蜂巢芯板等)应扣除空心部分体积。(2019)
2.相关说明:
(1)现浇挑檐、天沟板、雨篷、阳台与板(包括屋面板、楼板)连接时,以外墙外边线为分界线;与圈梁(包括其他梁)连接时,以梁外边线为分界线。外边线以外为挑檐、天沟、雨篷或阳台。
(2)有梁板、无梁板
(六)现浇混凝土楼梯
1.工程量计算规则:
①按设计图示尺寸以体积计算。
②按设计图示尺寸以水平投影面积计算,不扣除宽度≤500mm的楼梯井,伸入墙内部分不计算。
2.相关说明:整体楼梯水平投影面积包括休息平台、平台梁、斜梁和楼梯的连接梁。当整体楼梯与现浇楼板无梯梁连接时,以楼梯的最后一个踏步边缘加300mm为界。
(七)现浇混凝土其他构件(2015、2019、2020、2021)
1.工程量计算规则:
(1)散水、坡道、室外地坪。按设计图示尺寸以水平投影面积计算。不扣除单个面积≤0.3m2的孔洞所占面积。不扣除构件内钢筋、预埋铁件所占体积。
(2)电缆沟、地沟。按设计图示以中心线长度计算。
(3)台阶。①按设计图示尺寸水平投影面积计算;②按设计图示尺寸以体积计算。
(4)扶手、压顶。①按设计图示的中心线延长米计算;②按设计图示尺寸以体积计算。
(5)化粪池、检查井。①按设计图示尺寸以体积计算;②按设计图示数量计算(座)。
2.相关说明:
(1)现浇混凝土小型池槽、垫块、门框等,按其他项目列项。
(2)架空式混凝土台阶,按现浇楼梯计算。
(八)后浇带。按设计图示尺寸以体积计算。
(九)预制混凝土构件(不扣除构件内钢筋、预埋铁件体积)(2014、2016、2018、2020)
|
预制混凝土构件 (数量或体积) |
预制混凝土柱、梁 |
- |
|
|
预制混凝土屋架 |
三角形屋架按折线型屋架列项(2020) |
||
|
平板、空心板、大型板 |
平板项目列项 |
不带肋的 |
|
|
带肋板项目列项 |
F、T、单肋板、反挑檐的 |
||
|
大型板项目列项 |
预制大型墙板、大型楼板、大型屋面板 |
||
|
预制混凝土楼梯 |
空洞体积应扣除 |
||
|
沟井盖板、井圈 |
- |
||
|
预制烟/垃圾/通风道 |
- |
||
|
不扣除范围 |
构件内钢筋、预埋铁件 单个面积≤300mm×300mm的孔洞 |
||
(十)钢筋工程
1.工程量计算规则:(2016、2018、2019)
(1)现浇混凝土钢筋、预制构件钢筋、钢筋网片、钢筋笼。均按设计图示钢筋(网)长度(面积)乘以单位理论质量计算。工作内容中综合了钢筋的焊接(绑扎)连接,钢筋的机械连接单独列项。(2019)
(2)先张法预应力钢筋,按设计图示钢筋长度乘以单位理论质量计算(t)。
(3)后张法预应力钢筋、预应力钢丝、预应力钢绞线,按设计图示钢筋(丝束、绞线)长度乘以单位理论质量计算。
(4)支撑钢筋(铁马)。应区分钢筋种类和规格,按钢筋长度乘以单位理论质量计算。
(5)声测管。应区分材质和规格型号,按设计图示尺寸以质量计算。
2.相关说明:(2019)
(1)现浇构件中伸出构件的锚固钢筋应并入钢筋工程量内。除设计(包括规范规定)标明的搭接外,其他施工搭接不计算工程量,在综合单价中考虑。
(2)在工程计价中,钢筋连接的数量可根据《房屋建筑与装饰工程消耗量定额》(TY01-31-2015)中规定确定。设计图纸及规范要求未标明的,按以下规定计算:
①A10以内的长钢筋按每12m计算一个钢筋接头;
②A10以上的长钢筋按每9m一个接头。
(3)钢筋工程量=图示钢筋长度×单位理论质量
钢筋的容重可按7850kg/m3计算。
3.钢筋长度一般计算方法(2014、2015、2017、2019)
(1)纵向钢筋图示长度的计算。
1)混凝土保护层厚度。是结构构件中钢筋外边缘至构件表面范围。构件中受力钢筋的保护层厚度≥钢筋公称直径d;(2019)
注:1混凝土强度等级不大于C25时,表中保护层厚度数值应增加5mm
2钢筋混凝土基础宜设置混凝土垫层,基础中钢筋的混凝土保护层厚度应从垫层顶面算起,且不应小于40mm
3)钢筋弯钩增加长度。
④钢筋的锚固长度。(查表)
⑤纵向受拉钢筋的搭接长度。(查表)
2)箍筋长度的计算。
箍筋长度=箍筋的外皮尺寸周长+2×弯钩增加长度
双肢箍单根长度=构件截面周长-8×保护层厚+2×弯钩增加长度
箍筋根数=箍筋分布长度/箍筋间距+1
对一般结构构件,箍筋弯钩的弯折角度不应小于90°,弯折后平直段长度不应小于箍筋直径的5倍;
注:斜弯钩增加长度=0.5d+5d=5.5d
对有抗震设防要求或设计有专门要求的结构构件,箍筋弯钩的弯折角度不应小于135°,弯折后平直段长度不应小于箍筋直径的max(10倍和75mm)。
有抗震设防要求结构箍筋弯钩长度:
斜弯钩增加长度=1.9d+max(10d,75mm)
4.平法钢筋工程量计算方法(2016、2019)
(1)上部贯通钢筋长度计算:上部贯通钢筋长度=通跨净长+两端支座锚固长度+搭接长度
(2)端支座负筋长度计算
端支座负筋长度=锚固长度+伸出支座的长度
锚固长度同上部贯通钢筋;伸出支座的长度,第一排为净跨的1/3,第二排为净跨的1/4
(3)中间支座负筋长度计算
中间支座负筋长度=中间支座宽度+左右两边伸出支座的长度
伸出支座的长度,第一排为净跨的1/3,第二排为净跨的1/4。当支座两端净跨不相等时,取左右跨中较大的跨度值。
(4)架立筋长度计算
架立筋长度=每跨净长-左右两边伸出支座的负筋长度+2×搭接长度;架立筋与支座负筋搭接长度按150mm计算。
(5)下部钢筋长度计算
下部钢筋一般为分跨布置,当布置有贯通钢筋时与上部钢筋计算相同。当分跨布置时下部钢筋长度(分跨布置)=净跨长度十左侧锚固长度+右侧锚固长度
下部钢筋长度(不伸入支座)=净跨长度-2×0.1lni(lni各跨净跨长度)
(6)侧面钢筋长度计算
侧面钢筋包括侧面构造钢筋和受扭钢筋。当hw≥450时,在梁的两个侧面应沿高度配置纵向构造钢筋;纵向钢筋的间距a≤200mm。梁侧面构造纵筋的搭接与锚固长度可取15d。
(7)箍筋和拉筋长度的计
两肢箍单根长度=(梁宽+梁高)×2-8×保护层+2×max(75+1.9d,11.9d)
加密区的范围:抗震等级为一级的≥2.0hb且≥500,抗震等级为二~四级的≥1.5hb且≥500;hb为梁截面高度。
(8)吊筋长度计算
吊筋长度=2×锚固长度+2×斜段长度+次梁宽度+2×50
当梁高度>800mm,a=60°;当梁高度≤800mm,a=45°
(十一)螺栓、铁件
螺栓、预埋铁件,按设计图示尺寸以质量计算。机械连接按数量计算(个)。

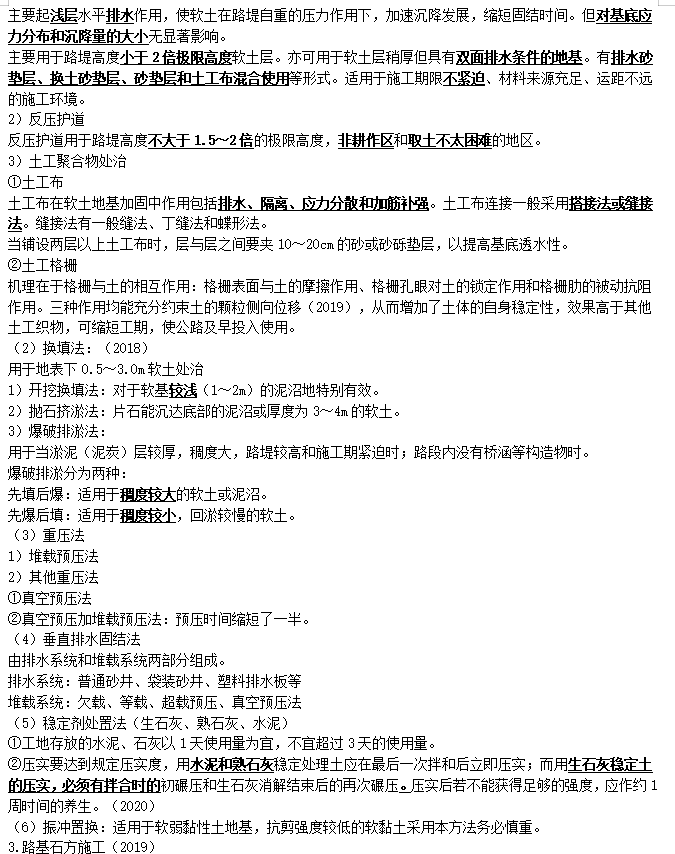
建筑面积计算的基本原则:
(1)有围护结构的-按围护结构计算面积。
(2)无围护结构、有底板的-按底板计算建筑面积。
(3)底板不利于计算的-按顶盖计算建筑面积。
(4)属于主体结构内的-一般计算全部面积。
(5)属于附属设施的一般计算一半的面积。
(一)计算建筑面积的范围
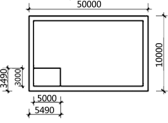
1.建筑物的建筑面积应按自然层外墙结构外围水平面积之和计算。结构层高在2.20m及以上的,应计算全面积;结构层高在2.20m以下的,应计算1/2面积。(2014、2015、2016)
(1)自然层是指按楼地面结构分层的楼层。
(2)结构层高是指楼面或地面结构层上表面至上部结构层上表面之间的垂直距离。
(3)围护结构指围合建筑空间的墙体、门窗。栏杆、栏板属于围护设施。(2020)
1)上下均为楼面时,结构层高是相邻两层楼板结构层上表面之间的垂直距离。
2)建筑物最底层,从“混凝土构造”的上表面,算至上层楼板结构层上表面。
分两种情况:一是有混凝土底板的,从底板上表面算起(如底板上有上反梁,则应从上反梁上表面算起);二是无混凝土底板、有地面构造的,以地面构造中最上一层混凝土垫层或混凝土找平层上表面算起。
3)建筑物顶层,从楼板结构层上表面算至屋面板结构层上表面。
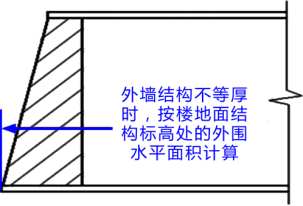
特殊情况:
(1)外墙结构不等厚时
(2)下部为砌体,上部为彩钢板围护的建筑物(俗称轻钢厂房),其建筑面积的计算:
当h<0.45m时,建筑面积按彩钢板外围水平面积计算;
当h≥0.45m时,建筑面积按下部砌体外围水平面积计算。
2.建筑物内设有局部楼层时,对于局部楼层的二层及以上楼层,有围护结构的应按其围护结构外围水平面积计算;无围护结构的应按其结构底板水平面积计算,且结构层高在2.20m及以上的,应计算全面积;结构层高在2.20m以下的,应计算1/2面积。(2013、2015)
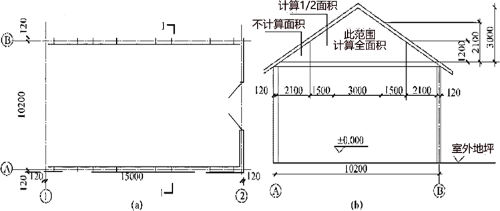
3.对于形成建筑空间的坡屋顶,结构净高在2.10m及以上的部位应计算全面积;结构净高在1.20m及以上至2.10m以下的部位应计算1/2面积;结构净高在1.20m以下的部位不应计算面积。(2013、2016、2017)
(1)建筑空间是指以建筑界面限定的、供人们生活和活动的场所。凡是具备可出入、可利用条件的围合空间,均属于建筑空间,均应计算建筑面积。可出入是指人能够正常出入,即通过门、门洞或楼梯等进出;而必须通过窗、栏杆、人孔、检修孔等出入的不属于可出入。
(2)结构净高是指楼面或地面结构层上表面至上部结构层下表面之间的垂直距离。
4.场馆看台下的建筑空间,结构净高在2.10m及以上的部位应计算全面积;结构净高在1.20m及以上至2.10m以下的部位应计算1/2面积;结构净高在1.20m以下的部位不应计算面积。室内单独设置的有围护设施的悬挑看台,应按看台结构底板水平投影面积计算建筑面积。有顶盖无围护结构的场馆看台应按其顶盖水平投影面积的1/2计算。(2014、2016、2018)
(1)场馆看台下的建筑空间(与坡屋顶一致)
(2)室内单独设置的有围护设施的悬挑看台(按看台结构底板水平投影面积计算建筑面积)
(3)有顶盖无围护结构的看台(按其顶盖水平投影面积的1/2计算)
5.地下室、半地下室应按其结构外围水平面积计算。结构层高在2.20m及以上的,应计算全面积;结构层高在2.20m以下的,应计算1/2面积。(2014、2015、2016)
(1)地下室是指室内地坪面低于室外地坪面的高度超过室内净高的1/2的房间。
(2)半地下室是指室内地坪面低于室外地坪面的高度超过室内净高的1/3,且不超过1/2的房间。
6.出入口外墙外侧坡道有顶盖的部位,应按其外墙结构外围水平面积的1/2计算面积。(适用于所有的坡道出口)(2020)
(1)出入口坡道计算建筑面积应满足两个条件:一是有顶盖,二是有侧墙(即规范中所说的“外墙结构”,但侧墙不一定封闭)。
(2)由于坡道是从建筑物内部一直延伸到建筑物外部的,建筑物内的部分随建筑物正常计算建筑面积,建筑物外的部分按本条执行。建筑物内、外的划分以建筑物外墙结构外边线为界。
7.建筑物架空层及坡地建筑物吊脚架空层,应按其顶板水平投影面积计算建筑面积。且结构层高在2.20m及以上的,应计算全面积;结构层高在2.20m以下的,应计算1/2面积。
(1)架空层是指仅有结构支撑而无外围护结构的开敞空间。
(2)顶板水平投影面积
顶板水平投影面积是指架空层结构顶板的水平投影面积,不包括架空层主体结构外的阳台、空调板、通长水平挑板等外挑部分。
8.建筑物的门厅、大厅应按一层计算建筑面积;门厅、大厅内设置的走廊应按走廊结构底板水平投影面积计算建筑面积。结构层高在2.20m及以上的,应计算全面积;结构层高在2.20m以下的,应计算1/2面积。(2015)
9.对于建筑物间的架空走廊,有顶盖和围护结构的,应按其围护结构外围水平面积计算全面积;无围护结构、有围护设施的,应按其结构底板水平面积计算1/2面积。(2016、2017、2019、2021)
10.对于立体书库、立体仓库、立体车库,有围护结构的,应按其围护结构外围水平面积计算建筑面积;无围护结构的、有围护设施的,应按其结构底板水平投影面积计算建筑面积。无结构层的应按一层计算,有结构层的应按其结构层面积分别计算。结构层高在2.20m及以上的,应计算全面积;结构层高在2.20m以下的,应计算1/2面积。(2018、2019)
仓库中的立体货架、书库中的立体书架都不算结构层。
11.有围护结构的舞台灯光控制室,应按其围护结构外围水平面积计算,结构层高在2.20m及以上的,应计算全面积;结构层高在2.20m以下的,应计算1/2面积。(2015、2018)
12.附属于建筑物外墙的落地橱窗,应按其围护结构外围水平面积计算,结构层高在2.20m及以上的,应计算全面积;结构层高在2.20m以下的,应计算1/2面积。
(1)落地橱窗是指突出外墙面且根基落地的橱窗。
(2)橱窗有在建筑物主体结构内的,有在建筑物主体结构外的。在建筑物主体结构内的橱窗,其建筑面积随自然层一起计算,不适用于本条款。
13.窗台与室内楼地面高差(结构高差)在0.45m以下且结构净高在2.10m及以上的凸(飘)窗,应按其围护结构外围水平面积计算1/2面积。
(1)凸窗(飘窗)是指凸出建筑物外墙面的窗户。凸窗(飘窗)的窗台应只是墙面的一部分且距(楼)地面应有一定的高度。
(2)凸(飘)窗须同时满足两个条件方能计算建筑面积:一是窗台与室内楼地面结构高差h1在0.45m以下,二是结构净高h2在2.10m及以上。
h1<0.45m,h2≥2.1m,两个条件均满足
14.有围护设施的室外走廊(挑廊),应按其结构底板水平投影面积计算1/2面积;有围护设施(或柱)的檐廊,应按其围护设施(或柱)外围水平面积计算1/2面积,如图所示。(2016、2019、2021)
底层无围护设施但有柱的室外走廊可参照檐廊的规则计算建筑面积。
无论哪一种廊,除了必须有地面结构外,还必须有栏杆、栏板等围护设施或柱,这两个条件缺一不可,缺少任何一个条件都不计算建筑面积。
15.门斗应按其围护结构外围水平面积计算建筑面积,且结构层高在2.20m及以上的,应计算全面积;结构层高在2.20m以下的,应计算1/2面积。(2018、2019)
门斗是指建筑物出入口处两道门之间的空间。是有顶盖和维护结构的全围合空间。门斗是全围合的,门廊、雨篷至少有一面不围合。
16.门廊应按其顶板的水平投影面积的1/2计算建筑面积;有柱雨篷应按其结构板水平投影面积的1/2计算建筑面积;无柱雨篷的结构外边线至外墙结构外边线的宽度在2.10m及以上的,应按雨篷结构板的水平投影面积的1/2计算。(门廊与有柱雨篷一致)(2019)
(1)门廊是指建筑物出入口前有顶棚的半围合空间。无门,三面或二面有墙,上部有板(或借用上部楼板)围护的部位。门廊划分为全凸式、全凹式、半凸半凹式。
门廊应按其顶板的水平投影面积的1/2计算建筑面积。
(2)雨篷是指建筑出入口上方为遮挡雨水而设置的构件。是在建筑物出入口上方、凸出墙面、为遮挡雨水而单独设立的建筑部件。雨篷划分为有柱雨篷(包括独立柱雨篷、多柱雨篷、墙柱支撑雨篷、墙支撑雨篷)和无柱雨篷(悬挑雨篷)。(2013、2014、2020)
A.有柱雨篷应按其结构板水平投影面积的1/2计算建筑面积。
B.无柱雨篷宽出外墙外边线2.1m及以上的算一半,其结构顶板不能跨层。如顶板跨层,则不计算建筑面积。(顶盖高度达到或超过两个楼层的无柱雨篷)(2020)
17.设在建筑物顶部的、有围护结构的楼梯间、水箱间、电梯机房等,结构层高在2.20m及以上的应计算全面积;结构层高在2.20m以下的,应计算1/2面积。(2015)
18.围护结构不垂直于水平面的楼层,应按其底板面的外墙外围水平面积计算。结构净高在2.10m及以上的部位,应计算全面积;结构净高在1.20m及以上至2.10m以下的部位,应计算1/2面积;结构净高在1.20m以下的部位,不应计算建筑面积。(2015、2017、2020)
19.建筑物内的室内楼梯、(电梯井、提物井、管道井、通风排气竖井)、烟道,应并入建筑物的自然层计算建筑面积。(2012、2014、2015)
当室内公共楼梯间两侧的自然层数不同时,以楼层多的层数计算。
有顶盖的采光井应按一层计算建筑面积,结构净高在2.10m及以上的,应计算全面积;结构净高在2.10m以下的,应计算1/2面积。
20.室外楼梯应并入所依附建筑物自然层,并应按其水平投影面积的1/2计算建筑面积。(2013、2014、2016、2017、2019、2020)
(1)何为室外楼梯。位于建筑物外墙或主体结构以外,起点到终点的高差不少于一个自然层,下方水平投影范围内形成一个建筑空间的,视为室外楼梯。
(2)室外楼梯层数为所依附的楼层数,即梯段部分投影到建筑物范围的层数。
(3)利用室外楼梯下部的建筑空间不得重复计算建筑面积;利用地势砌筑的为室外踏步,不计算建筑面积。
21.在主体结构内的阳台,应按其结构外围水平面积计算全面积;在主体结构外的阳台,应按其结构底板水平投影面积计算1/2面积。(2014、2018)
(1)建筑物的阳台,是指附设于建筑物外墙,设有栏杆或栏板,可供人活动的室外空间。阳台主要有三个属性:一是阳台是附设于建筑物外墙的建筑部件;二是阳台应有栏杆、栏板等围护设施或窗;三是阳台是室外空间。
(2)主体结构内还是主体结构外。
(3)如何计算
主体结构内的阳台,应按其结构外围水平面积计算全面积;主体结构外的阳台,应按其结构底板水平投影面积计算1/2面积。
22.有顶盖无围护结构的车棚、货棚、站台、加油站、收费站等,应按其顶盖水平投影面积的1/2计算建筑面积。(2018)
23.以幕墙作为围护结构的建筑物,应按幕墙外边线计算建筑面积。设置在建筑物墙体外起装饰作用的幕墙,不计算建筑面积。(2016、2019)
围护性幕墙:直接作为外墙起围护作用的幕墙。
装饰性幕墙:设置在建筑墙体外起装饰作用的幕墙。
24.建筑物的外墙外保温层,应按其保温材料的水平截面积计算,并入自然层建筑面积。
25.与室内相通的变形缝,应按其自然层合并在建筑物建筑面积内计算。对于高低联跨的建筑物,当高低跨内部连通时,其变形缝应计算在低跨面积内。(2016、2017、2020)
(1)变形缝指的与室内相通的变形缝,是指暴露在建筑物内,在建筑物内可以看得见的变形缝。
26.对于建筑物内的设备层、管道层、避难层等有结构层的楼层,结构层高在2.20m及以上的,应计算全面积;结构层高在2.20m以下的,应计算1/2面积。
在吊顶空间内设置管道的,则吊顶空间部分不能被视为设备层、管道层。
(二)不应计算建筑面积的范围
1.建筑物内不相连通的建筑部件。(2013、2015、2016、2017、2021)
不相连通的建筑部件指的是依附于建筑物外墙外不与户室开门连通,起装饰作用的敞开式挑台(廊)、平台,以及不与阳台相通的空调室外机搁板(箱)等设备平台部件。(通过门进出的视为连通)
2.骑楼、过街楼底层的开放公共空间和建筑物通道。(2015、2018、2019)
3.舞台及后台悬挂幕布和布景的天桥、挑台等。
4.露台、露天游泳池、花架、屋顶的水箱及装饰性结构构件。(2014、2015、2016、2017)
(1)露台是指设置在屋面、首层地面或雨篷上的供人室外活动的有围护设施的平台。露台必须同时满足四个条件:一是位置设置在屋面、地面或雨篷顶;二是可出入;三是有维护设施;四是无盖。
(2)建筑物屋顶上的露天游泳池。
5.建筑物内的操作平台、上料平台、安装箱和罐体的平台。(2014、2018)
6.勒脚、附墙柱、垛、台阶、墙面抹灰、装饰面、镶贴块料面层、装饰性幕墙,主体结构外的空调室外机搁板(箱)、构件、配件,挑出宽度在2.10m以下的无柱雨篷和顶盖高度达到或超过两个楼层的无柱雨篷。(2015、2016、2020)
7.窗台与室内楼地面高差在0.45m以下且结构净高在2.10m以下的凸(飘)窗,窗台与室内楼地面高差在0.45m及以上的凸(飘)窗。
8.室外爬梯、室外专用消防钢楼梯。
室外钢楼梯需要区分具体用途,如专用消防钢楼梯,则不计算建筑面积,如果是建筑物唯一通道,并兼用于消防,则按室外楼梯相关规定计算建筑面积。(2017、2019)
9.无围护结构的观光电梯。(2018)
10.建筑物以外的地下人防通道,独立的烟囱、烟道、地沟、油(水)罐、气柜、水塔、贮油(水)池、贮仓、栈桥等构筑物。








(1)支架现浇法。
支架现浇法是指在桥跨间设置支架,在支架上安装模板、绑扎钢筋、现场浇筑桥体混凝土,达到强度后拆除模板。
优点:就地浇筑施工无需预制场地,而且不需要大型起吊、运输设备,梁体的主筋可不中断,桥梁整体性好。
缺点:主要是工期长,施工质量不容易控制;预应力混凝土梁由于混凝土的收缩、徐变引起的应力损失比较大;施工中的支架、模板耗用量大,施工费用高;搭设支架影响排洪、通航,施工期间可能受到洪水和漂流物的威胁。
(2)预制安装法
特点:
1)由于是工场生产制作,构件质量好,有利于确保构件的质量和尺寸精度,并尽可能多的采用机械化施工。
2)上下部结构可以平行作业,因而可缩短现场工期。
3)能有效利用劳动力,并由此而降低了工程造价。
4)由于施工速度快,故可适用于紧急施工工程。
5)将构件预制后由于要存放一段时间,因此在安装时已有一定龄期,可减少混凝土收缩、徐变引起的变形。
(3)悬臂施工法
悬臂施工法是大跨径连续梁桥常用的施工方法,属于一种自架设方式。悬臂施工法是从桥臂开始,两侧对称进行现浇梁段或将预制节段对称进行拼装。前者称悬臂浇筑施工,后者为悬臂拼装施工。
悬臂施工的主要特点:
1)悬臂施工宜在营运状态的结构受力与施工阶段的受力状态比较近的桥梁中选用,如预应力混凝土T形刚构桥、变截面连续梁桥和斜拉桥等。
2)非墩梁固接的预应力混凝土梁桥,采用悬臂施工时应采取措施使墩、梁临时固结。
3)采用悬臂施工的机具设备种类较多,可根据实际情况选用。
4)悬臂浇筑施工简便,结构整体性好,施工中可不断调整位置,常在跨径大于100m的桥梁上选用;悬臂拼装法施工速度快,桥梁上下部结构可平行作业,但施工精度要求比较高,可在跨径100m以下的大桥中选用。
5)悬臂施工法可不用或少用支架,施工不影响通航或桥下交通。
悬臂施工的注意事项:
1)悬浇梁体一般应分四大部分浇筑:墩顶梁段(0号块);墩顶梁段(0号块)两侧对称悬浇梁段;边孔支架现浇梁段;主梁跨中合龙段。
2)悬浇顺序及要求
①在墩顶托架或膺架上浇筑0号段并实施墩梁临时固结。
②在0号块段上安装悬臂挂篮,向两侧依次对称分段浇筑主梁至合龙前段。
③在支架上浇筑边跨主梁合龙段。
④最后浇筑中跨合龙段形成连续梁体系。
⑤悬臂浇筑混凝土时,宜从悬臂前端开始,最后与前段混凝土连接。
⑥桥墩两侧梁段悬臂施工应对称、平衡,平衡偏差不得大于设计要求。
3)张拉及合龙
①预应力混凝土连续梁悬臂浇筑施工中,顶板、腹板纵向预应力筋的张拉顺序一为上下、左右对称张拉,设计有要求时按设计要求施做。
②预应力混凝土连续梁合龙顺序一般是先边跨、后次跨、最后中跨。
(4)转体施工法
主要特点:
1)可以利用地形,方便预制构件。
2)施工期间不断航,不影响桥下交通,并可在跨越通车线路上进行桥梁施工。
3)施工设备少,装置简单,容易制作并便于掌握。
4)节省木材,节省施工用料。采用转体施工与缆索无支架施工比较,可节省木材80%,节省施工用钢60%。
5)减少高空作业,施工工序简单,施工迅速,当主要结构先期合拢后,给以后施工带来方便。
6)转体施工适合于单跨和三跨桥梁,可在深水、峡谷中建桥采用,同时也适应在平原区以及用于城市跨线桥。
7)大跨径桥梁采用转体施工将会取得良好的技术经济效益,转体重量轻型化,多种工艺综合利用,是大跨及特大路桥施工有力的竞争方案。
(5)顶推法施工
特点:
1)顶推法可以使用简单的设备建造长大桥梁,施工费用低,施工平稳无噪声,可在水深、山谷和高桥墩上采用,也可在曲率相同的弯桥和坡桥上使用。
2)主梁分段预制,连续作业,结构整体性好;由于不需要大型起重设备,所以施工节段的长度一般可取用10~20m。
3)桥梁节段固定在一个场地预制,便于施工管理,改善施工条件,避免高空作业。同时,模板、设备可多次周转使用,在正常情况下,节段的预制周期为7~10d。
4)顶推施工时,用钢量较高。
5)顶推法宜在等截面梁上使用,当桥梁跨径过大时,选用等截面梁会造成材料用量的不经济,也增加施工难度,因此以中等跨径的桥梁为宜,桥梁的总长也以500~600m为宜。
(6)移动模架逐孔施工法(造桥机)
逐孔施工是中等跨径预应力混凝土连续梁中的一种施工方法,它使用一套设备从桥梁的一端逐孔施工,直到对岸。
主要特点:
1)移动模架法不需设置地面支架,不影响通航和桥下交通,施工安全、可靠。
2)有良好的施工环境,保证施工质量,一套模架可多次周转使用,具有在预制场生产的优点。
3)机械化、自动化程度高,节省劳力,降低劳动强度,上下部结构可以平行作业,缩短工期。
4)通常每一施工梁段的长度取用一孔梁长,接头位置一般可选在桥梁受力较小的部位。
5)移动模架设备投资大,施工准备和操作都较复杂。
6)移动模架逐孔施工宜在桥梁跨径小于50m的多跨长桥上使用。
(7)横移法施工
由于混凝土桥具有较大的自重,横移法施工常在钢桥上使用。横向位移施工多用于正常通车线路上的桥梁工程的换梁。横移施工也可与其他施工方法配合使用。
(8)提升与浮运施工
采用提升和浮运的方法常选取整体结构,重达数千吨,使用该法的要求是:
1)在该结构下面需要有一个适宜的地面。
2)被提升结构下的地面要有一定的承载力。
3)拥有一台支承在一定基础上的提升设备。
4)该结构应该是平衡的,至少在提升操作期间是平衡的。
5)采用浮运法要有一系列的大型浮运设备。





常用屋面保温材料有聚苯板、硬质聚氨酯泡沫塑料等有机材料(厚25~80mm);水泥膨胀珍珠岩板、水泥膨胀蛭石板、加气混凝土等无机材料(厚80~260mm)。
###分页标识###
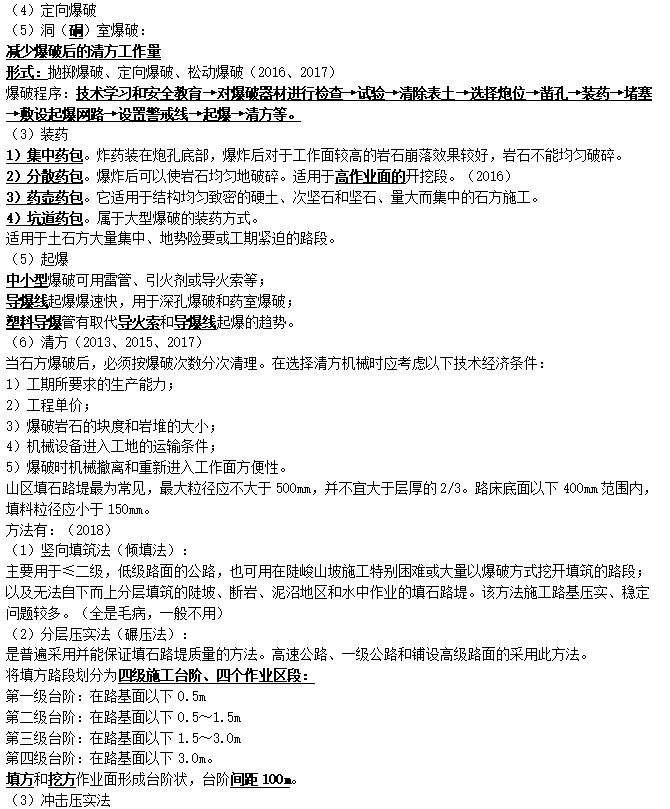
基坑(槽)支护
三种方式:横撑式支撑、重力式支护结构、板式支护(悬臂式和支撑式)。
(1)横撑式支撑
|
适用条件 |
坑槽较窄时采用,一般来说只挡土,不挡水。 |
||
|
分类 |
水平 |
间断式 |
湿度小的黏性土,开挖深小于3m可用 |
|
连续式 |
松散、湿度大的土,开挖深度可达5m |
||
|
垂直 |
松散、湿度很高的土,开挖深不限 |
||
(2)重力式支护结构
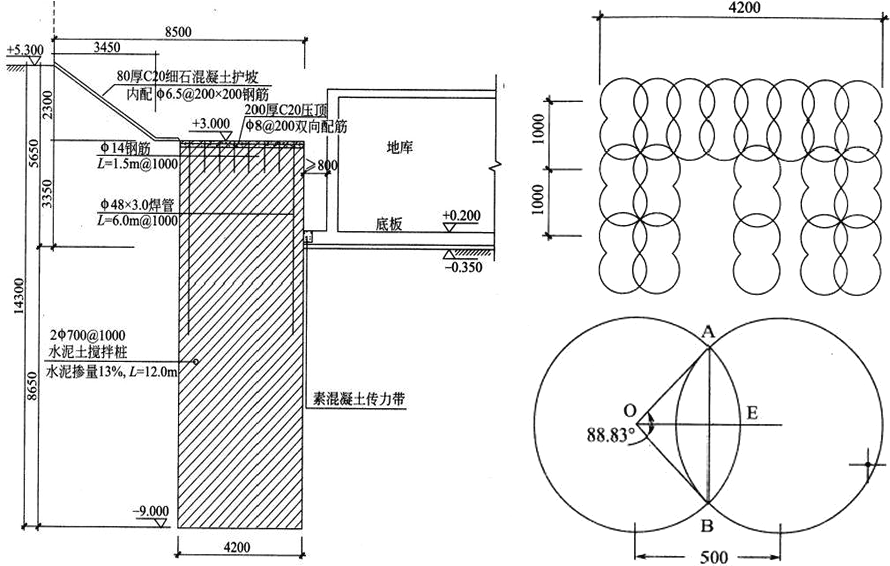
重力式支护结构是指主要通过加固基坑周边土形成一定厚度的重力式墙,以达到挡土的目的。水泥土搅拌桩,它是用搅拌机械将水泥、石灰等和地基土相拌合,形成相互搭接的格栅状结构形式,也可相互搭接成实体结构形式,具有防渗和挡土的双重功能。采用重力式结构,开挖深度不宜大于7m。
搅拌桩成桩工艺:
“一次喷浆、二次搅拌”或“二次喷浆、三次搅拌”工艺。主要依据水泥掺入比及土质情况而定。水泥掺量较小,土质较松时,可用前者;反之,可用后者。
某双轴水泥土搅拌桩:
3)板式支护结构
两大系统组成:挡墙系统和支撑(或拉锚)系统。悬臂式板式支护结构则不设支撑(或拉锚)。
挡墙系统常用的材料有槽钢、钢板桩、钢筋混凝土板桩、灌注桩及地下连续墙等。支撑系统一般采用大型钢管、H型钢或格构式钢支撑,也可采用现浇钢筋混凝土支撑。



一、饰面材料
常用的饰面材料有天然石材、人造石材、陶瓷与玻璃制品、塑料制品、石膏制品、木材以及金属材料等。
一)饰面石材
1.天然饰面石材
(1)花岗石板材。花岗石板材为花岗岩经锯、磨、切等工艺加工而成的,花岗岩为典型的岩浆岩,SiO2含量高,属酸性岩石。花岗石板材质地坚硬密实,强度高、密度大、吸水率极低、耐磨、耐酸、抗风化、耐久性好,使用年限长。花岗石耐火性差,但适宜制作火烧板。




















 新人礼包
新人礼包 精编资料
精编资料