防腐材料
防腐材料相关课程
 防腐材料考点解析
防腐材料考点解析
 防腐材料介绍
防腐材料介绍
安装工程中常用的防腐材料主要有各种涂料、玻璃钢、橡胶制品、无机板材等。
1.涂料
涂料可分为两大类:油基漆(成膜物质为干性油类)和树脂基漆(成膜物质为合成树脂)。
(1)涂料的基本组成。涂料大体上可分为三部分,即主要成膜物质、次要成膜物质和辅助成膜物质,见下图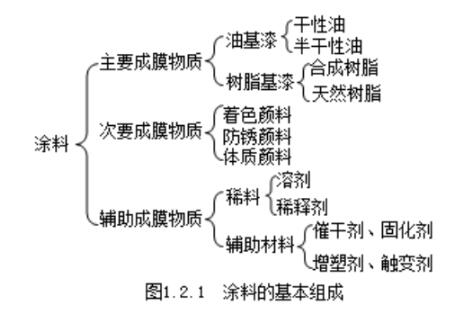
(3)常用涂料
涂料按其所起的作用,可分成底漆和面漆两种。目前常用的底漆有:
1)生漆(也称大漆),具有耐酸性、耐溶剂性、抗水性、耐油性、耐磨性和附着力很强等优点。
2)漆酚树脂漆。改变了生漆毒性大、干燥慢、施工不便等缺点,但仍保持生漆的其他优点。
3)酚醛树脂漆。具有良好的电绝缘性和耐油性,能耐60%的硫酸、盐酸、一定浓度的醋酸、磷酸、大多数盐类和有机溶剂等介质的腐蚀,但不耐强氧化剂和碱。
4)环氧——酚醛漆。其漆膜兼有环氧和酚醛两者的长处,既有环氧树脂良好的机械性能和耐碱性,又有酚醛树脂的耐酸、耐溶和电绝缘性。(11)
5)环氧树脂涂料。环氧树脂涂料具有良好的耐腐蚀性能,特别是耐碱性,并有较好的耐磨性。与金属和非金属(除聚氯乙烯、聚乙烯等外)有极好的附着力,漆膜有良好的弹性与硬度,收缩率也较低。
6)过氯乙烯漆。具有良好的耐酸性气体、耐海水、耐酸、耐油、耐盐雾、防霉、防燃烧等性能,但不耐酚类、酮类、脂类和苯类等有机溶剂介质的腐蚀。
7)沥青漆。在常温下能耐氧化氮、二氧化硫、三氧化硫、氨气、酸雾、氯气、低浓度的无机盐和浓度40%以下的碱、海水、土壤、盐类溶液以及酸性气体等介质腐蚀,但不耐油类、醇类、脂类、烃类等有机溶剂和强氧化剂等介质腐蚀。
8)呋喃树脂漆。呋喃树脂漆不宜直接涂覆在金属或混凝土表面上,必须用其他漆料作为底漆。
9)聚氨基甲酸脂漆。具有良好的耐化学腐蚀性、耐油性、耐磨性和附着力;漆膜韧性和电绝缘性均较好。最高耐热度为155℃。
10)无机富锌漆。施工简单,价格便宜。具有良好的耐水性、耐油性、耐溶剂性及耐干湿交替的盐雾。
11)聚氨酯漆。广泛用于石油、化工、矿山、冶金等行业的管道、容器、设备以及混凝土构筑物表面等防腐领域。
12)环氧煤沥青。它综合了环氧树脂机械强度高、粘结力大、耐化学介质侵蚀和煤沥青耐腐蚀等优点。
13)三聚乙烯防腐涂料。该涂料广泛用于天然气和石油输配管线、市政管网、油罐、桥梁等防腐工程。
14)氟——46涂料。具有优良耐腐蚀性能,对强酸、强碱及强氧化剂,即使在高温下也不发生任何作用。
2.玻璃钢。一般是用不饱和聚酯树脂、环氧树脂与酚醛树脂为基体,以玻璃纤维或其制品作增强材料的增加塑料。
3.橡胶。可分为软橡胶、半硬橡胶、硬橡胶三种,橡胶硫化后具有优良的耐腐蚀性能,除强氧化剂(如硝酸、浓硫酸、铬酸)及某些溶剂(如苯、二硫化碳、四氯化碳等)外,能耐受大多数无机酸、有机酸、碱、各种盐类及酸类介质腐蚀。

防腐材料考点试题
大咖讲解:防腐材料


型材、板材和管材
铝合金板
铝合金板延展性能好、耐腐蚀,适宜咬口连接,且具有传热性能良好,在摩擦时不易产生火花的特性,所以铝合金板常用于防爆的通风系统。
管材
1.金属钢管
(1)无缝钢管
无缝钢管比焊缝钢管有较高的强度。
1)一般无缝钢管。主要适用于高压供热系统和高层建筑的冷、热水管和蒸汽管道以及各种机械零件的坯料,通常压力在0.6MPa以上的管路都应采用无缝钢管。
2)锅炉及过热器用无缝钢管。锅炉用高压无缝钢管是用优质碳素钢和合金钢制造,可以耐高压和超高压。用于制造锅炉设备与高压超高压管道,也可用来输送高温、高压汽、水等介质或高温高压含氢介质。
3)不锈钢无缝钢管。它们主要用于化工、石油和机械用管道的防腐蚀部位,以及输送强腐蚀性介质、低温或高温介质以及纯度要求很高的其他介质。
(2)焊接钢管
按焊缝的形状可分为直缝钢管、螺纹缝钢管和双层卷焊钢管。
1)直缝电焊钢管主要用于输送水、暖气和煤气等低压流体和制作结构零件等。
2)螺旋缝钢管。单面螺旋缝焊管用于输送水等一般用途,双面螺旋焊管用于输送石油和天然气等特殊用途。
3)双层卷焊钢管适于汽车和冷冻设备、电热电器工业中的刹车管、燃料管、润滑油管、加热或冷却器等。
(4)铸铁管
铸铁管特点是经久耐用,抗腐蚀性强、材质较脆,多用于耐腐蚀介质及给排水工程。
铸铁管的连接形式分为承插式和法兰式两种。
排水承插铸铁管,适用于污水的排放,一般都是自流式,不承受压力。
双盘法兰铸铁管的特点是装拆方便,工业上常用于输送硫酸和碱类等介质。
(5)有色金属管
1)铅及铅合金管。铅管耐蚀性能强,用于输送15%~65%的硫酸、二氧化硫、60%氢氟酸、浓度小于80%的醋酸,但不能输送硝酸、次氯酸、高锰酸钾和盐酸。铅管最高工作温度为200℃,当温度高于140℃时,不宜在压力下使用。铅管的机械性能不高,但自重大,是金属管材中最重的一种。
2)铜及铜合金管。铜管的导热性能良好,适用工作温度在250℃以下,多用于制造换热器、压缩机输油管、低温管道、自控仪表以及保温伴热管和氧气管道等。
3)铝及铝合金管。铝管输送的介质操作温度在200℃以下,当温度高于160℃时,不宜在压力下使用。铝管的特点是重量轻,不生锈,但机械强度较差,不能承受较高的压力,铝管常用于输送浓硝酸、醋酸、脂肪酸、过氧化氢等液体及硫化氢、二氧化碳气体。它不耐碱及含氯离子的化合物,如盐水和盐酸等介质。
4)钛及钛合金管。钛管具有重量轻、强度高、耐腐蚀性强和耐低温等特点,常被用于其它管材无法胜任的工艺部位。常用于输送强酸、强碱及其它材质管道不能输送的介质。但价格昂贵,焊接难度大。
2.非金属管材
1)硬聚氯乙烯管(UPVC) 。具有耐腐蚀性强、重量轻、绝热、绝缘性能好和易加工安装等特点。可输送多种酸、碱、盐和有机溶剂。使用温度范围为-10~40℃,最高温度不能超过60℃。安装采用承插、法兰、丝扣和热熔焊接等方法。
2)氯化聚氯乙烯管。新型的输水管道。该管与其它塑料管材相比具有刚性高、耐腐蚀、阻燃性能好、导热性能低、热膨胀系数低及安装方便等特点。
3)聚乙烯管(PE管)。PE管材无毒、质量轻、韧性好、可盘绕,耐腐蚀,在常温下不溶于任何溶剂,低温性能、抗冲击性和耐久性均比聚氯乙烯好。目前PE管主要应用于饮用水管、雨水管、气体管道、工业耐腐蚀管道等领域。PE管强度较低,适宜于压力较低的工作环境,且耐热性能不好,不能作为热水管使用。
4)超高分子量聚乙烯(UHMWPE)耐磨性为塑料之冠,断裂伸长率可达410%~470%,管材柔性、抗冲击性能优良,低温下能保持优异的冲击强度,抗冻性及抗振性好,摩擦系数小,具有自润滑性,耐化学腐蚀,热性能优异,可在-169~110℃下长期使用,最适合于寒冷地区。UHMWPE管适用于冷热水管道、化工管道、气体管道等。
5)交联聚乙烯管(PEX管)。
耐温范围广(-70~110℃),耐压、化学性能稳定、重量轻、流体阻力小、安装简便、使用寿命长,且无味、无毒。其连结方式有:夹紧式、卡环式、插入式三种。PEX管适用于建筑冷热水管道、供暖管道、雨水管道、燃气管道以及工业用的管道等。
6)聚丙烯管(PP管)。无毒,价廉,抗冲击强度差。
无规共聚聚丙烯管(PP-R管)。 PP-R管是最轻的热塑性塑料管,具有较高的强度,较好的耐热性,最高工作温度可达95℃,在1.0MPa下长期(50年)使用温度可达70℃,另外PP-R管无毒、耐化学腐蚀,在常温下无任何溶剂能溶解,目前它被广泛地用在冷热水供应系统中。但其低温脆化温度仅为-15~0℃,在北方地区不能用于室外。每段长度有限,且不能弯曲施工。
7)聚丁烯(PB)管。PB管具有很高的耐久性、化学稳定性和可塑性,重量轻,柔韧性好,用于压力管道时耐高温特性尤为突出(一30〜100°C),抗腐蚀性能好、可冷弯、使用安装维修方便、寿命长(可达50〜100年),适于输送热水。
但紫外线照射会导致老化,易受有机溶剂侵蚀。
8)工程塑料(ABS)管。是丙烯腈、丁二烯、苯乙烯三种单体共聚物组成的热塑性塑料管,具有质优耐用的特性。丙烯腈具有耐热性、抗老性、耐化学性;丁二烯具有耐撞击性、高坚韧性、低温性能好的特点;苯乙烯具有施工容易及管面光滑的特性。
9)耐酸酚醛塑料管。它用于输送除氧化性酸(如硝酸)及碱以外的大部分酸类和有机溶剂等介质,特别能耐盐酸、低浓度和中等浓度硫酸的腐蚀。
复合材料管材
1)铝塑复合管采用夹紧式铜配件连结,主要用于建筑内配水支管和热水器管。
2)钢塑复合管以铜配件丝扣连结,使用水温为50 ℃以下,多用作建筑给水冷水管。
3)钢骨架聚乙烯(PE)管。通过对钢丝点焊成网与塑料挤出填注同步进行,采用法兰连结,主要用于是市政和化工管网。
4)涂塑钢管。具有钢管的高强度、易连接、耐水流冲击等优点,还克服了钢管遇水易腐蚀、污染、结垢及塑料管强度不高、消防性能差等缺点,设计寿命可达50年。主要缺点是安装时不得进行弯曲、热加工和电焊切割等作业。
5)玻璃钢管(FRP管)。表面光滑,重量轻,强度大,坚固耐用,制品表面经加强硬度及防紫外线老化处理,适用于输送潮湿和酸碱等腐蚀性气体的通风系统,可输送氢氟酸和热浓碱以外的腐蚀性介质和有机溶剂。
6)硬聚氯乙烯/玻璃钢(UPVC/FRP) 复合管 。具有耐腐蚀性、强度高、耐温性好的优点,小于80℃时耐一定压力。

焊接材料
(一)手工电弧焊焊接材料
1.焊条的组成
焊条就是涂有药皮的供电弧焊使用的熔化电极。它是由药皮和焊芯两部分组成。
(1)焊芯。焊条中被药皮包覆的金属芯称为焊芯。焊接时,焊芯有两个作用:一是传导焊接电流,产生电弧把电能转换成热能;二是焊芯本身熔化为填充金属与母材金属熔合形成焊缝。
焊条焊接,焊芯金属占整个焊缝金属的一部分,所以焊芯的化学成分直接影响焊缝的质量。因此,作为焊芯用的钢丝都单独规定了它的牌号与成分。如果用于埋弧自动焊、电渣焊、气体保护焊和气焊等熔焊方法作填充金属时,则称为焊丝。
(2)药皮。压涂在焊芯表面的涂层称为药皮。药皮是由各种矿物类、铁合金、有机物和化工产品(水玻璃类)原料组成。焊条药皮的组成成分相当复杂,一种焊条药皮的配方中组成物有七八种之多。药皮在焊接过程中起着极为重要的作用。若采用无药皮的光焊条焊接,则在焊接过程中,空气中的氧和氨会大量侵入熔化金属,将金属铁和有益元素碳、硅、锰等氧化和氮化,并形成各种氧化物和氯化物残留在焊缝中,造成焊缝夹渣或裂纹。而熔入熔池中的气体可能使焊缝产生大量气孔,这些因素都能使焊缝的力学性能(强度、冲击值等)大大降低,同时使焊缝变脆。此外,采用光焊条焊接,电弧很不稳定,飞溅严重,焊缝成形很差。在光焊条外面涂一层由各种矿物等组成的药皮,能使电弧燃烧稳定,焊缝质量得到提高。
2.焊条的分类
焊条可按用途和熔渣特性进行分类。
(1)按焊条的用途分类。
1)非合金钢及细晶粒钢焊条和强热钢焊条(简称结构钢焊条)。这类焊条的熔敷金属在自然气候环境中具有一定的力学性能。
2)不锈钢焊条。这类焊条的熔敷金属在常温、高温或低温中,具有不同程度的抗大气或腐蚀性介质腐蚀的能力和一定的力学性能。
3)堆焊焊条。这类焊条是用于金属表面堆焊的焊条,其熔敷金属在常温或高温中具有一定程度的耐不同类型磨耗或腐蚀等性能。
4)低温钢焊条。这类焊条的熔敷金属在不同的低温介质条件下,具有一定的低温工作能力。
5)铸铁焊条。这类焊条是指专用作焊补或焊接铸铁的焊条。
6)镍及镍合金焊条。这类焊条用于镍和镍合金的焊接、焊补或堆焊。某些焊条可用于铸铁焊补和异种金属的焊接。
7)铜及铜合金焊条。这类焊条用于铜及铜合金的焊接、焊补或堆焊。某些焊条可用于铸铁焊补和异种金属的焊接。
8)锅及铝合金焊条。这类焊条用于铝及铝合金的焊接、焊补或堆焊。
(2)按焊条药皮熔化后的熔渣特性分类。
1)酸性焊条。其熔渣的成分主要是酸性氧化物(Si02、Ti02、Fe203)及其他在焊接时易放出氧的物质,药皮里的造气剂为有机物,焊接时产生保护气体。
2)碱性焊条。其熔渣的主要成分是碱性氧化物(如大理石、萤石等),并含有较多的铁合金作为脱氧剂和合金剂,焊接时大理石分解产生的二氧化碳气体作为保护气体。由于焊条的脱氧性能好,合金元素烧损少,焊缝金属合金化效果较好。但由于电弧中含氧量低,如遇焊件或焊条存在铁锈和水分时,容易出现氢气孔。在药皮中加入一定量的萤石,在焊接过程中与氢化合生成氟化氢,具有去氢作用。但是萤石不利于电弧的稳定,必须采用直流反极性进行焊接。若在药皮中加入稳定电弧的组成物碳酸钾(K2CO3)等,便可使用交流电源。
3.焊条型号
(1)非合金钢及细晶粒钢焊条型号。碳钢焊条和耐候钢焊条列入非合金钢类焊条,还有部分镍钢,镍钼钢焊条、锰钼钢、碳钼钢等低合金钢焊条。
(2)热强钢焊条型号。热强钢焊条主要为低合金焊条。按照《热强钢焊条》GB/T 5118-2012规定,焊条型号根据熔敷金属的力学性能、药皮类型、焊接位置、电流类型和熔敷金属化学成分确定。
字母”E”表示焊条;前两位数字表示熔敷金属抗拉强度的最小值;第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平焊、立焊、伸焊、横焊),“2”表示焊条适用于平焊及平角焊;第三位和第四位数字组合时表示焊接电流类型及药皮类型;熔教金属化学成分用“×C×M×”表示,标识“C”前的整数表示铬(Cr)的名义含量,“M”前的整数表示钼(Mo)的名义含量,对于铬(Cr)或者钼(Mo),如果名义含量少于1%,则字母前不标记数字。如果在铬(Cr)和钼(Mo)之外还加入了钨(W)、钒(V)、硼(B)、铌(Nb)等合金成分,则按照此顺序加于铬(Cr)和钼(Mo)之后。
(3)不锈钢焊条型号。按照《不锈钢焊条》GB/T 983-2012规定,焊条型号根据熔敷金属的化学成分、药皮类型、焊接位置和焊接电流种类确定。字母“E”表示焊条;“E”后面的数字表示熔敷金属化学成分分类代号;如有特殊要求的化学成分,该化学成分用元素符号表示放在数字后面,后面的两位数字表示焊条药皮类型、焊接位置和焊接电流类型。
(二)电弧刨割条
电弧刨割条的外形与普通焊条相同,是利用药皮在电弧高温下产生的喷射气流,吹除熔化金属,达到刨割的目的。工作时只需交、直流弧焊机,不用空气压缩机。操作时其电弧必须达到一定的喷射能力,才能除去熔化金属。
(三)埋弧焊焊接材料
埋弧焊也是利用电弧作为热源的焊接方法。埋弧焊时电弧是在一层颗粒状的可熔化焊剂覆盖下燃烧,电弧不外露,埋弧焊由此得名。它是由焊丝和焊剂两部分组成,所用的金属电极是不间断送进的光焊丝。
1.焊丝
埋弧焊所用焊丝有实心焊丝与药芯焊丝两种。普遍使用的是实心焊丝,有特殊要求时使用药芯焊丝。焊丝一般由电动机驱动的送丝滚轮送进,随应用的不同,焊丝数目可以有单丝、双丝或多丝。
根据所焊金属材料的不同,埋弧焊用焊丝有碳素结构钢焊丝,合金结构钢焊丝、高合金钢焊丝、各种有色金属焊丝和堆焊焊丝。按焊接工艺的需要,除不锈钢焊丝和非铁金属焊丝外,焊丝表面均镀铜,以利于防锈并改善导电性能。
2.焊剂
埋弧焊焊剂按用途分为钢用焊剂和非铁金属用焊剂,按制造方法分为熔炼焊剂、烧结焊剂和陶质焊剂。
(1)对焊剂的要求。
1)具有良好的冶金性能。是指与选用的焊丝相配合,通过适当的焊接工艺来保证焊缝金属获得所需的化学成分和力学性能以及抗热裂和冷裂的能力。
2)具有良好的工艺性能。即要求有良好的稳弧,焊缝成形和脱渣等性能,并且在焊接过程中生成的有毒气体少。
(2)焊剂的分类。
埋弧焊焊剂除按其用途分为钢用焊剂和有色金属用焊剂,按制造方法分为熔炼焊剂、烧结焊剂和陶质焊剂,按化学成分分为碱性焊剂、酸性焊剂和中性焊剂。
(3)焊剂型号。