

2H313040 静置设备及金属结构制作安装工程施工技术
一、静置设备分类
(一)按静置设备的设计压力分类
静置设备及金属结构制作安装工程施工技术
一、静置设备分类
(一)按静置设备的设计压力分类(09 年)
1.常压设备:P<0.1MPa。
2.低压设备:0.1MPa≤P<1.6MPa。3.中压设备:1.6MPa≤P<10MPa。
4.高压设备:10MPa≤P<100MPa。
5.超高压设备:P≥100MPa。
注意:临界点数值(1.6、10、100);临界点归属——“等号”归属于高一等级的容器。
(二)按设备作用原理分类: 反应设备、换热设备、分离设备、储存设备
(三)从安全监察的角度,将压力容器按照其危险性和危害性进行分类可分为第一类压力容器、第二类压力容器和第三类压力容器。——三类最危险
(四)按介质毒性的分级:分为极度危害(Ⅰ级);高度危害(Ⅱ级);中度危害(Ⅲ级)、轻度害(Ⅳ级)。
二、压力容器安装许可规则(重点)
1.压力容器安装许可规则所称压力容器,是指《特种设备安全监察条例》适用范围的压力容器;压力容器安装是指压力容器整体就位、整体移位安装的活动。
2.需在安装现场完成最后环焊缝焊接工作的压力容器和需在现场组焊的压力容器,不属于压力容器安装许可范围。例如分段分片运至施工现场的焊接塔器、球罐等。
3.压力容器在安装前,安装单位或使用单位应向压力容器使用登记所在地的安全监察机构申报,办理报装手续。
4.压力容器安装单位,应当取得国家质量监督检验总局颁发的 1 级压力容器安装许可证。
5.取得压力容器制造许可资格的单位(A3 级注明仅限球壳板压制和仅限封头制造者除外),可以从事相应制造许可范围内的压力容器安装工作,不需要另取压力容器安装许可资格。
例如:取得 A1 级许可的单位,可制造超高压容器、高压容器;取得 A2 级许可的单位,可制造第三类低、中压容器;A3 级可进行球形储罐现场组焊或球壳板制造等。
6.取得 GC1 级压力管道安装许可资格的单位,或取得 2 级(含 2 级)以上锅炉安装资格的单位可以从事压力容器安装工作,不需要另取压力容器安装许可资格。
由此得出以下结论:
1、压力容器(整体)安装之前,安装单位必须:1)取得 1 级压力容器安装许可证;2)向压力容器使用登记所在地的安全监察机构申报,办理报装手续。
2、以下 3 种单位安装压力容器(整体)时,不需另取压力容器安装许可资格:1)该压力容器的制造单位;2)GC1 级压力管道安装许可资格的单位;3)2 级(含 2 级)以上锅炉安装资格的单位。
3、可以进行塔器、球罐等现场组焊的单位有:1)该压力容器的制造单位;2)A3 级许可的单位
三、钢制球形储罐安装方法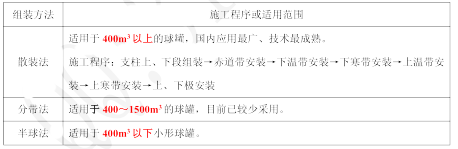
四、钢制储罐安装方法
一)安装组焊方法:正装法、倒装法、气顶法和水浮法。
1.正装法:
大型浮顶罐一般采用正装法施工。
2.倒装法:
拱顶罐采用该法施工比较多。
3.充气顶升法(或称吹气倒装法):充气顶升安装是一种省人力、物力的安装工艺,比常用的正装或倒装优越,已在我国大型拱顶罐施工中得到了广泛应用。
二)常用钢制储罐的焊接方法:手工电弧焊是目前钢制储罐焊接方法中应用最广泛的一种。
五、容器的检验试验要求(重点)
(一)压力容器产品焊接试板要求
1.为检验产品焊接接头和其他受压元件的力学性能和弯曲性能,应制做纵焊缝产品焊接试板,制取试样,进行拉力、冷弯和必要的冲击试验。
2.现场组焊的球形储罐应制作立、横、平加仰三块产品焊接试板。(07 年)
3.球罐的产品焊接试板应在焊接产品的同时,由施焊该球形储罐的焊工采用相同的条件和焊接工艺进行焊接。
(二)球罐的沉降试验(07、10 年)
球罐在充水、放水过程中,应对基础的沉降进行观测,作实测记录,并应符合下列规定。
1.沉降观测应在充水前、充水到球壳内直径的 1/3 时、充水到球壳内直径的 2/3 时、充满水时、充满水 24h 后、放水后 6 个阶段进行。
2.每个支柱基础均应测定沉降量。各支柱上应按规定焊接永久性的水平测定板。
3.支柱基础沉降应均匀。放水后,不均匀沉降量不应大于基础中心圆直径的 1/1000,相邻支柱基础沉降差不应大于 2mm。
(三)储罐的充水试验:充水试验前,所有附件及其他与罐体焊接的构件,应全部完工,并检验合格;所有与严密性试验有关的焊缝,均不得涂刷油漆。一般情况下,充水试验采用洁净水;特殊情况下,如采用其他液体充水试验,必须经有关部门批准。对不锈钢罐,试验用水中氯离子含量不得超过 25mg/L。试验水温均不低于 5℃。充水试验中应进行基础沉降观测,如基础发生设计不允许的沉降,应停止充水,待处理后,方可继续进行试验。充水和放水过程中,应打开透光孔,且不得使基础浸水。
(四)某压力容器(如储油罐)的检验试验要求有:产品焊接试板的要求、沉降试验要求、充水试验要求、几何尺寸检验要求。
六、钢结构制作与安装技术要求
(一)钢零件及钢部件加工要求
1.钢材的切割面或剪切面,应无裂纹、夹渣、分层和大于 1mm 的缺棱,应全数检查。
2.碳素结构钢在环境温度低于-l6℃、低合金结构钢在环境温度低于-l2℃时,不应进行冷矫正和冷弯曲。碳素结构钢和低合金结构钢在加热矫正时,加热温度不应超过 900℃。低合金结构钢在加热矫正后应自然冷却。
3.矫正后的钢材表面,不应有明显的凹面或损伤,划痕深度不得大于 0.5mm,且不应大于该钢材厚度允许负偏差的 1/2。
(二)钢结构焊接要求
设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检查,超声波探伤不能对缺陷做出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准的规定。(08 年)
(三)紧固件连接要求
1.钢结构制作和安装单位应按规定分别进行高强度螺栓连摩擦面的抗滑移系数试验和复验,现场处理的构件摩擦面应单独进行抗滑移系数试验,其结果应符合设计要求。
(四)钢构件组装和钢结构安装要求
2.吊车梁和吊车桁架安装就位后不应下挠。
3.多节柱安装时,每节柱的定位轴线应从地面控制轴线直接引上,不得从下层柱的轴线引上,避免造成过大的累积误差。
4.钢网架结构总拼完成后及屋面工程完成后,应分别测量其挠度值,且所测的挠度值不应超过相应设计值的 1.15 倍。(重要数据)
(五)钢结构作为主体结构之一时应按子分部工程竣工验收;当主体结构均为钢结构时应按分部工程竣工验收。大型钢结构工程可划分成若干个子分部工程进行竣工验收。































